|
|
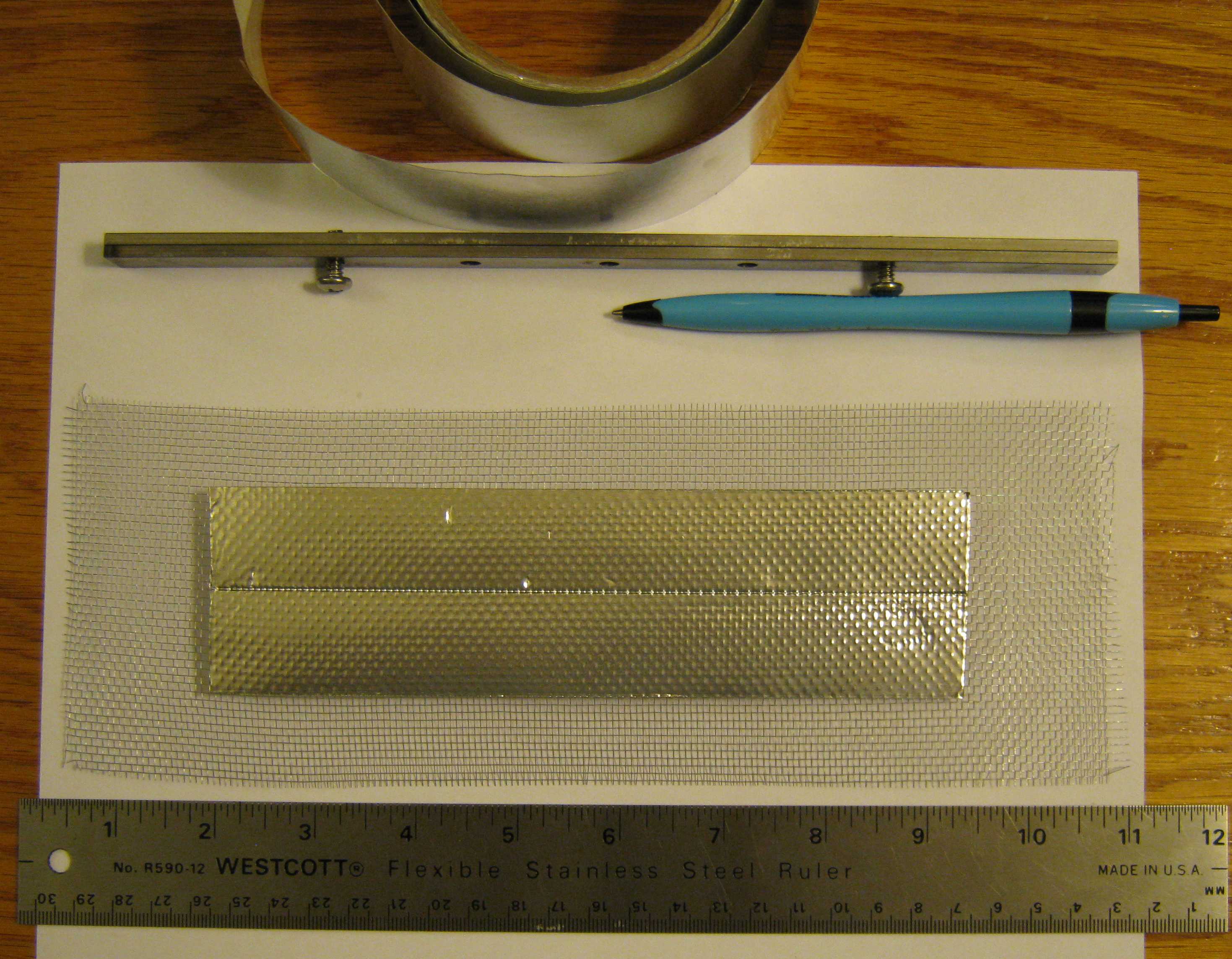
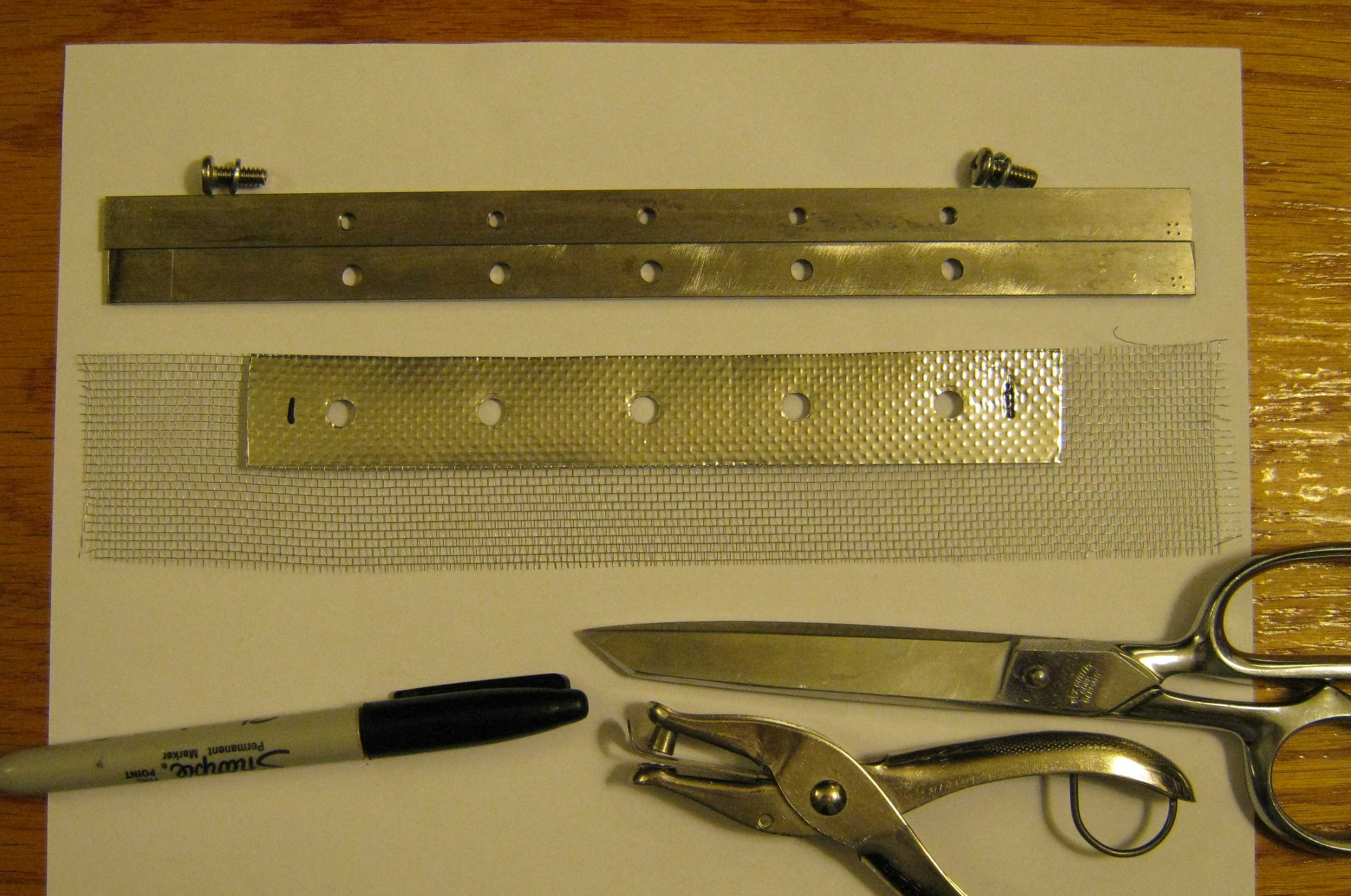
| Basic method of making a brush consists of sticking metal (heating) tape 2 inches wide on both sides of a piece of aluminum wire window screen that is about 10 inches long and 3 inches wide. Both sides are taped to balance out forces that could cause curling. This piece is about to be cut in two, to make two brushes. | Holes for the screws are marked and cut with a paper punch. Screen will be trimmed to 6.5 inches for the upper brush and 6.0 inches for the lower.. |
 |
 |
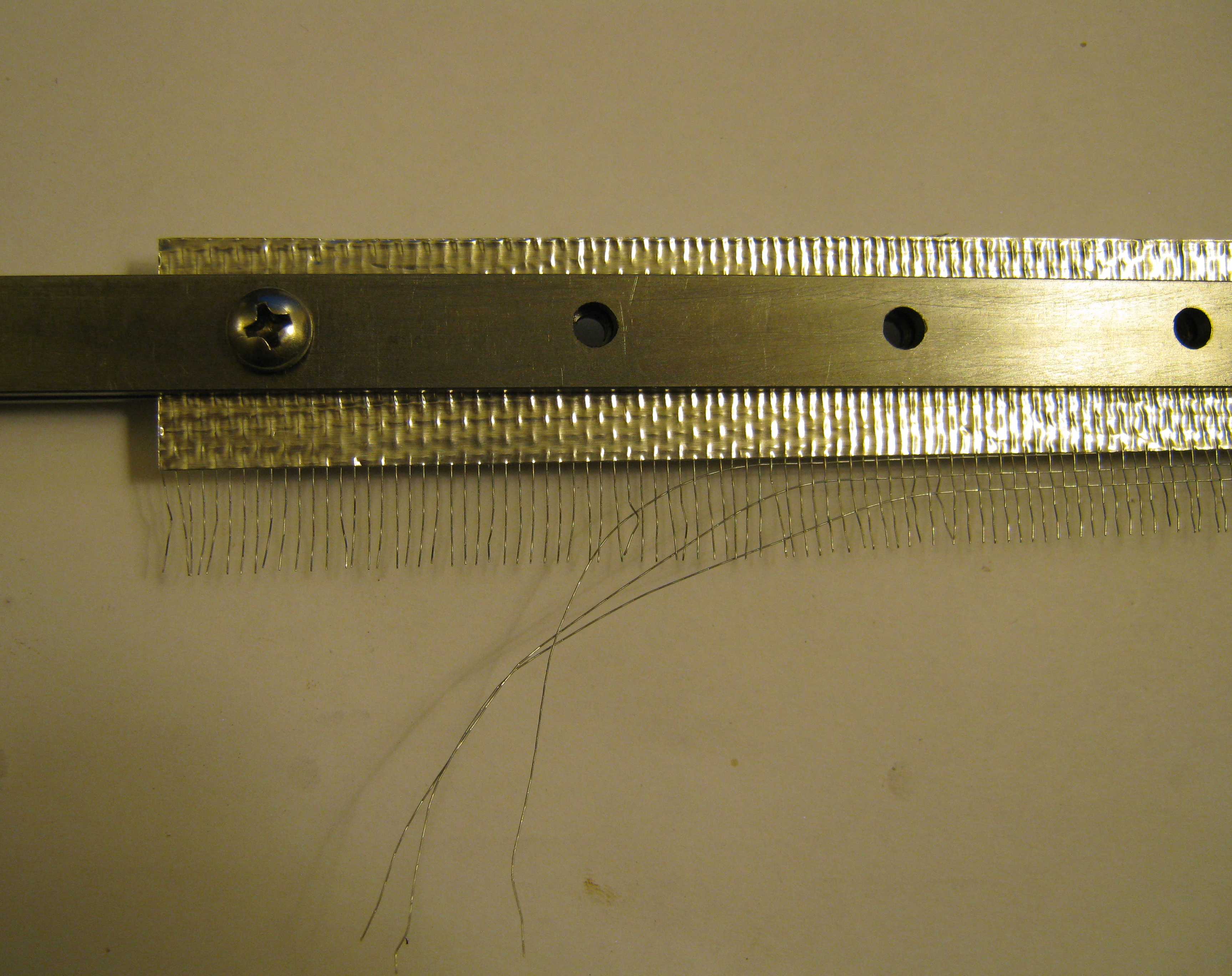
| Some longitudinal wires on the screen will be pulled out to make a brush comb with HV emitter points. Brushes are fragile, and so combing and trimming are normally done just before the brush assembly is mounted into the machine. All remaing wires must be held secure by the tape so that they do not work loose with vibration. | The ends of the brush holder are marked with shallow hacksaw cuts to facilitate correct assembly. Lockwashers are used on all fasteners to keep the assembly in compression; thread locking compound (blue, medium strength) is used to secure the screws. |
 |
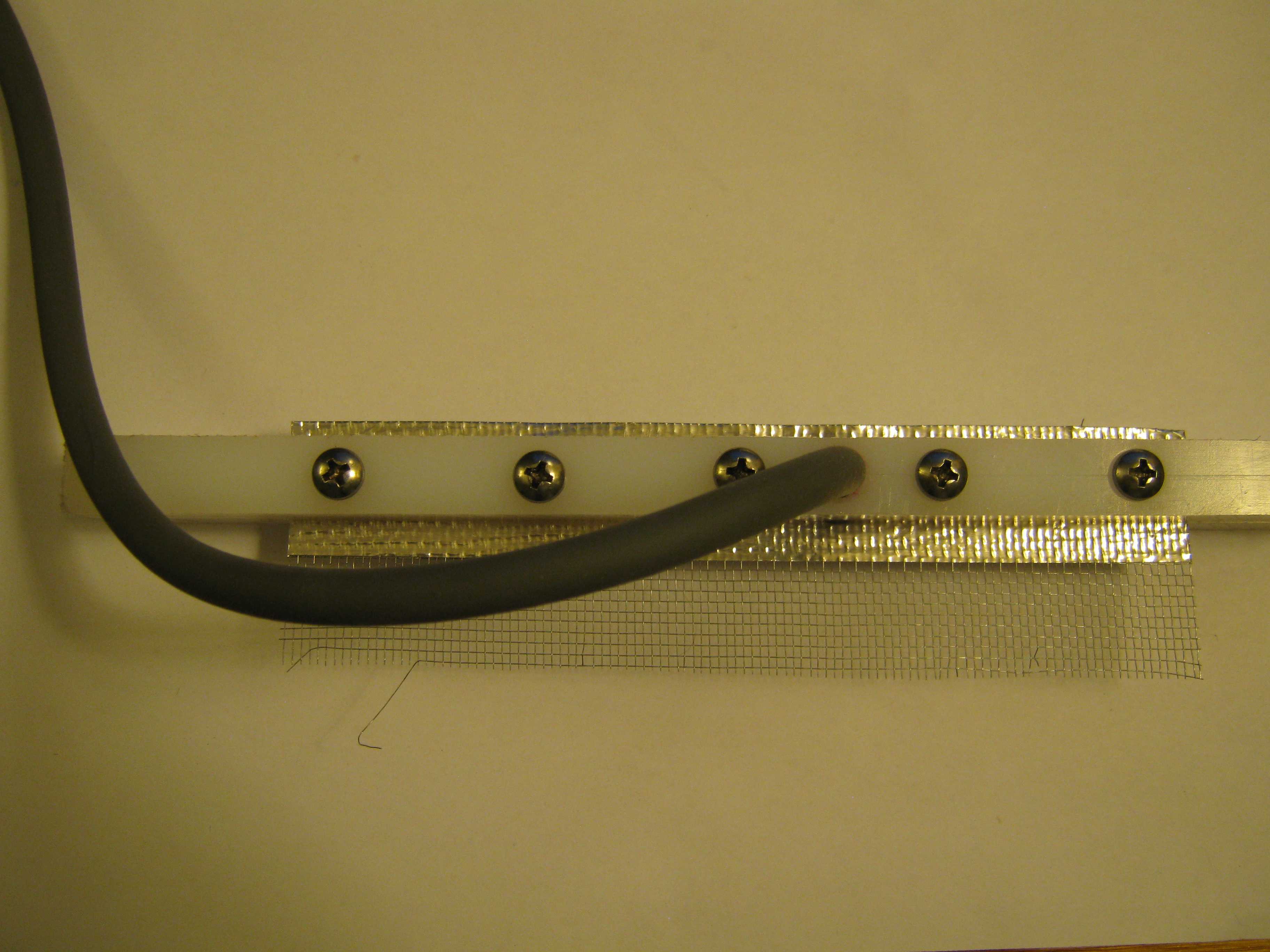 |
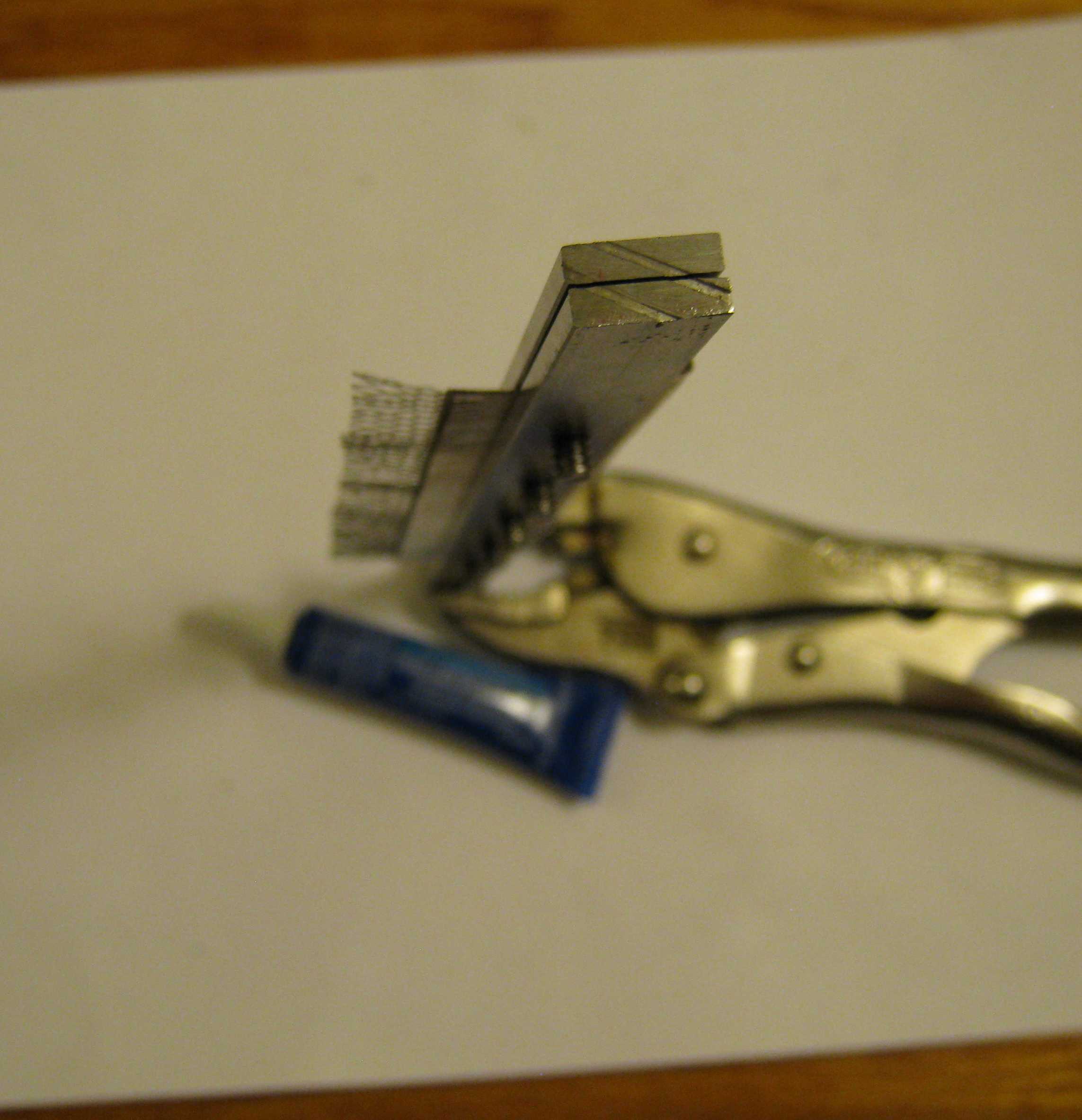
| The lower 25,000 volt brush holder is made from nylon or similar plastic. The brush itself is assembled in the same manner as the upper brushes, except that an additional hole is made for the ignition cable. Note the transverse pin that both secures the cable and connects it to the foil. | This is one of the 25,000 volt brush holders before final combing and trimming. |
 |
|
Location of upper brushes. Brush 'B'
is in its final
position. Brush 'A' has not been trimmed or combed; it is
mounted
upside down temporarily during a roller alignment test.
|