
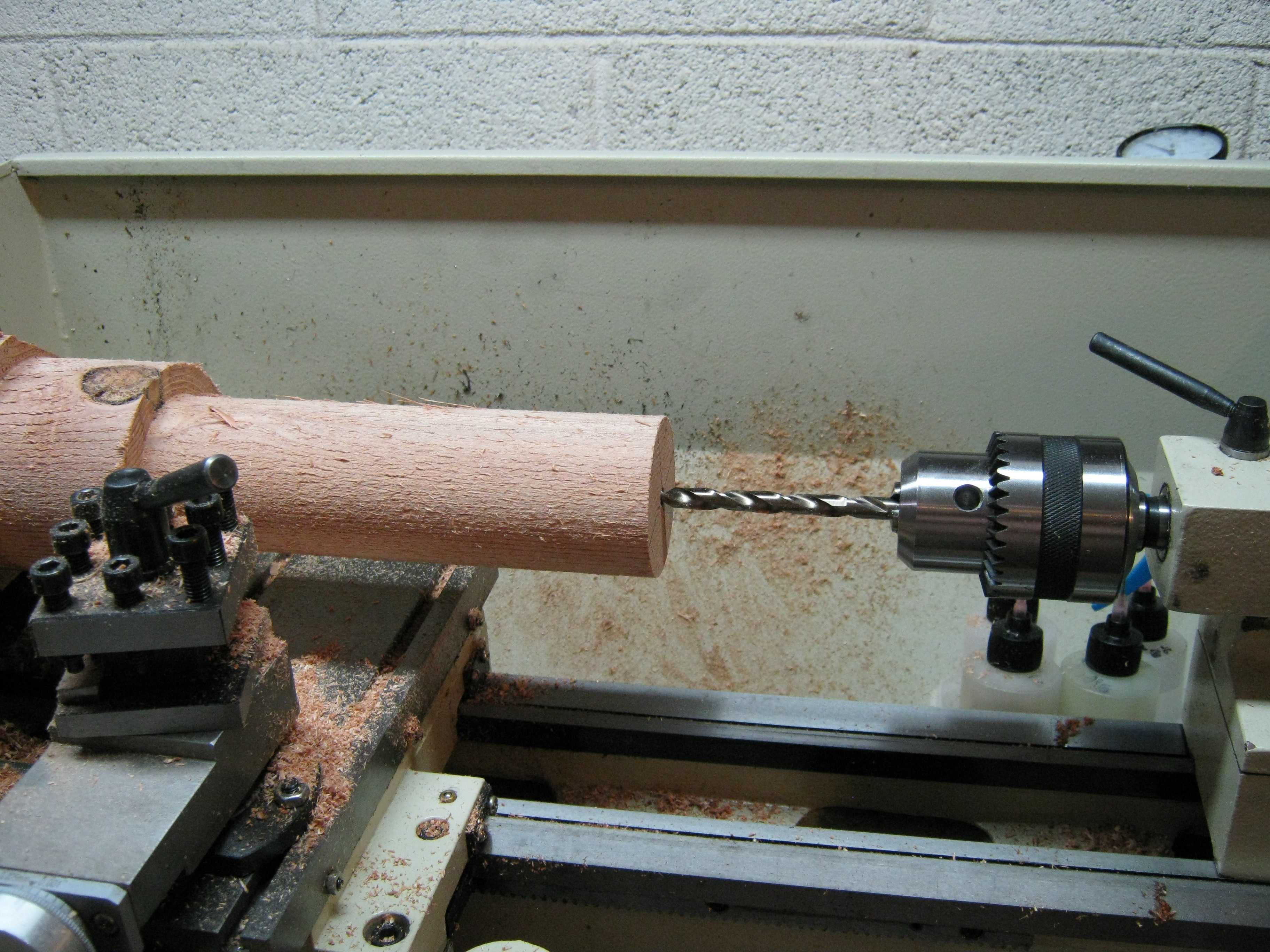
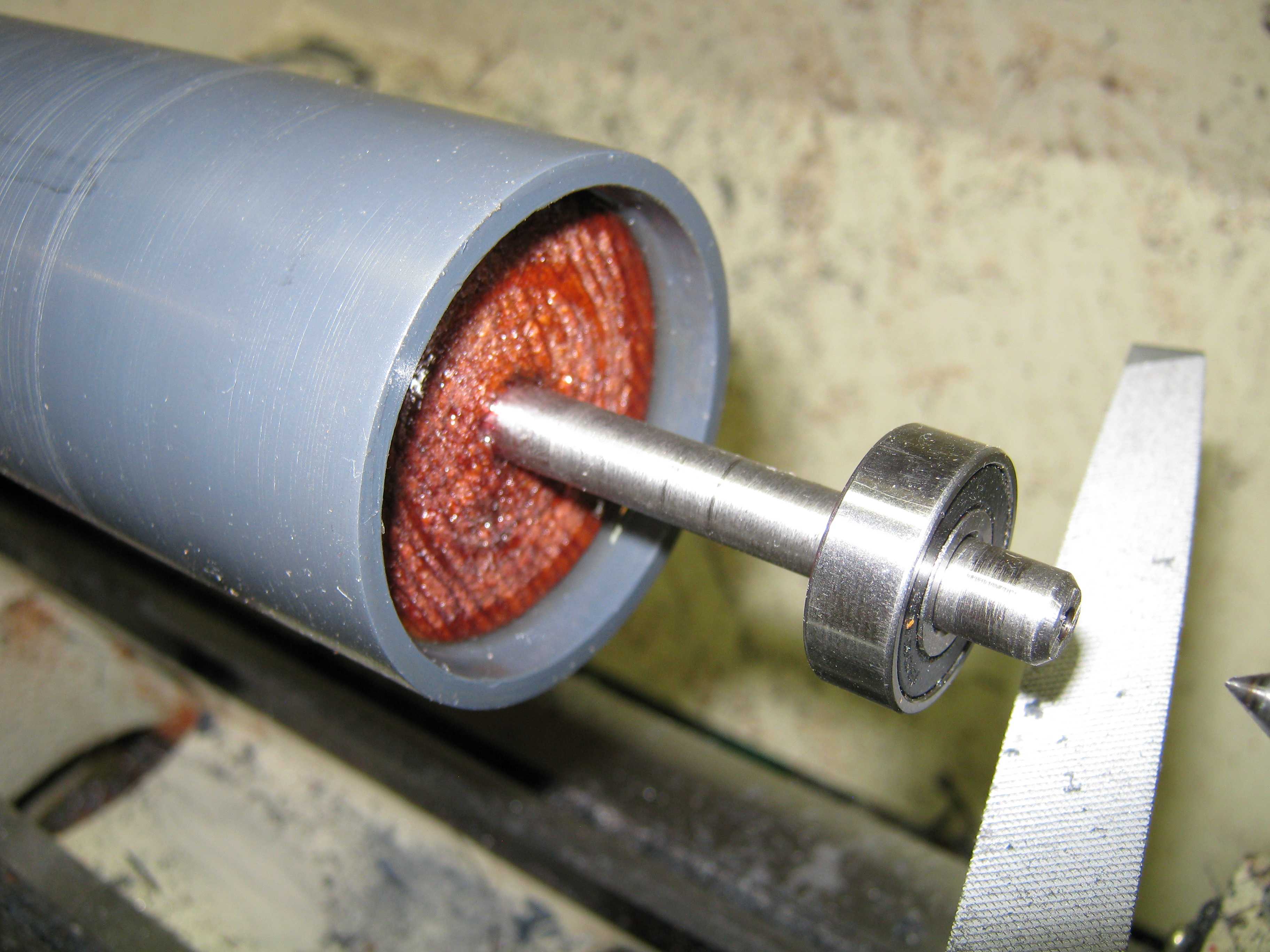
Normally the steady rest would be used to support the rightmost end of the core here, but in this case the diameter of the core was too large. Fortunately, the scheme shown above worked well (use lowest speed).
|
|
| The core is roughed out from a 3.5" x 3.5" x 1 ft. piece of redwood. You can reduce the volume of chips by first cutting off the corners (lengthwise) of the redwood. | The core is pre-bored with a 5/16" ordinary "jobber"
drill. The bore is started with a short drill for improved
rigidity. A longer drill is then used to finish the bore. Normally the steady rest would be used to support the rightmost end of the core here, but in this case the diameter of the core was too large. Fortunately, the scheme shown above worked well (use lowest speed). |
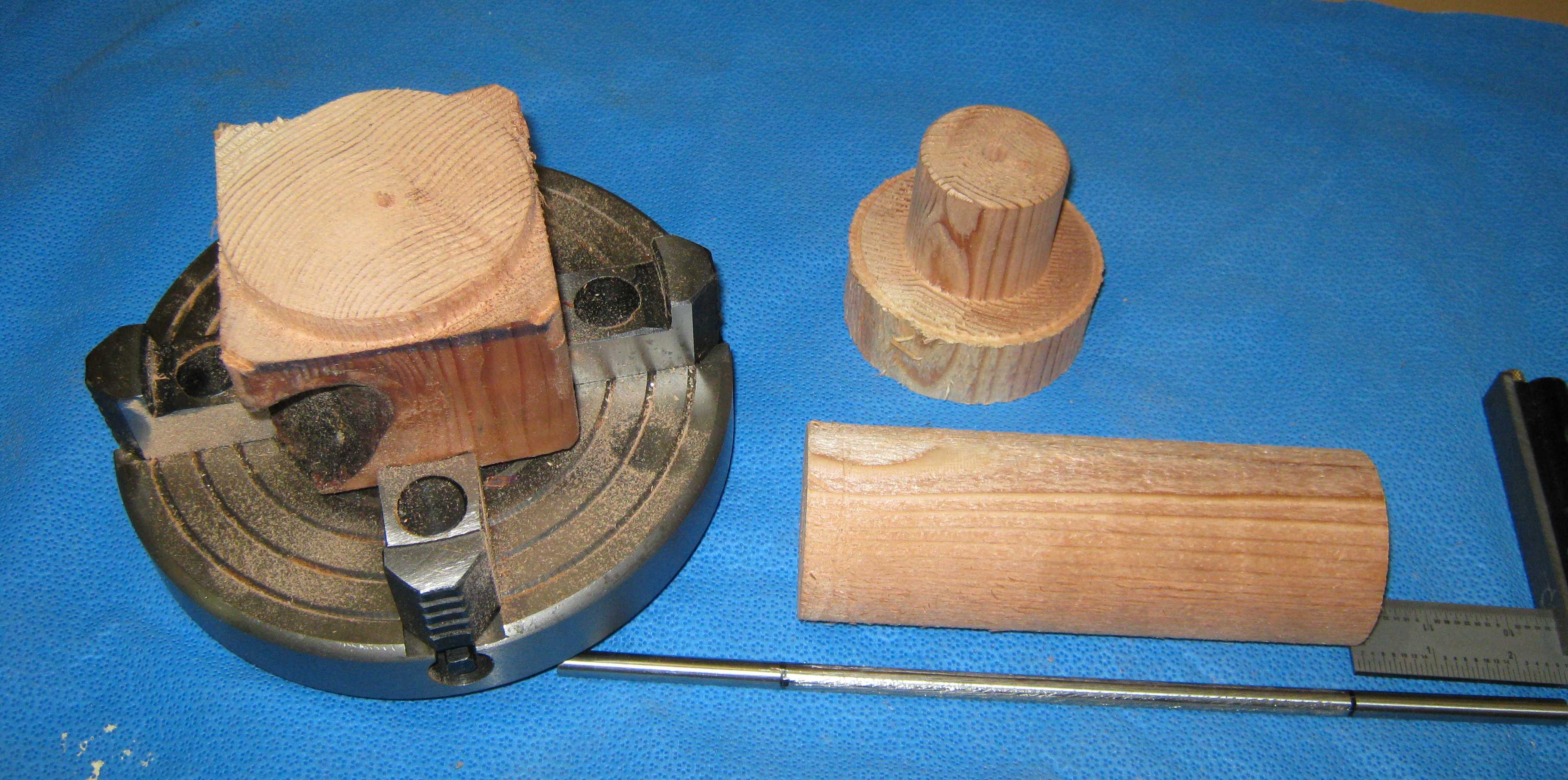 | 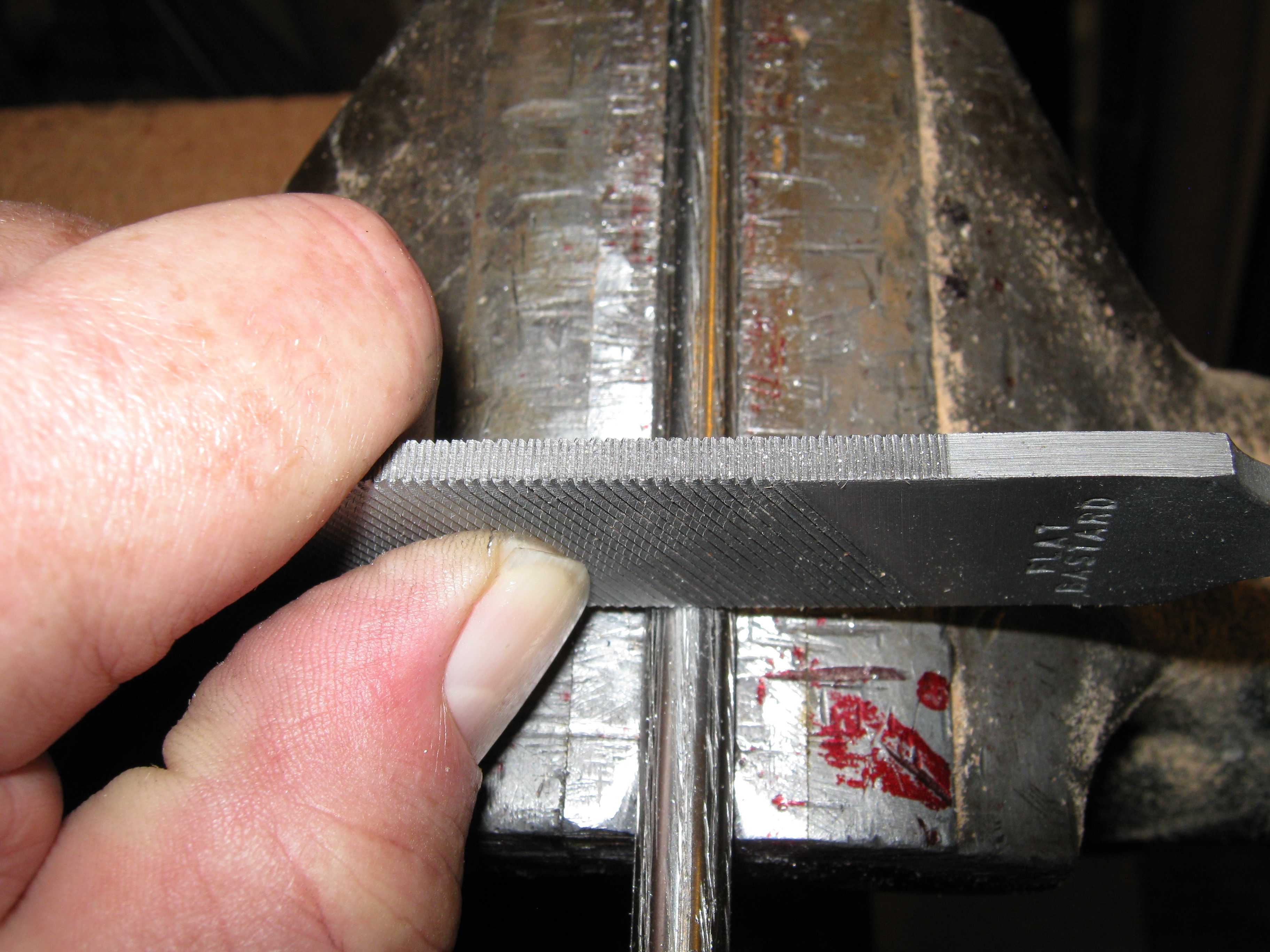 |
| The core is turned down to somewhat larger (0.25") than the final target diameter. The core is then cut off from the redwood blank. Note that the stainless steel axle is significantly longer than the core itself. | A 5/16" stainless steel rod serves as the axle. To improve torque capacity, shallow longitudinal grooves are cut into it by scraping it with the edge of a coarse file. |
 |  |
| The axle and redwood core are now glued together with
one- hour epoxy. Both the axle and the bore are coated with epoxy
before they are pushed together. Excess glue is used to seal the ends
of the redwood. Clean out any glue that gets into the center-drilled
holes at the axle ends. The core is somewhat oversized at this point. | The assembly of the axle and core will not necessarily
be concentric, and is usually off by several thousandths. In
the case shown above, I got impatient with moving the tailstock back
and forth to accommodate the long drill during the final boring
operation. Instead, I chucked the drill into a power hand drill, and drilled the hole
the remaining distance. As
shown, the resulting hole was far off. Fortunately, there was
still enough material to make the core concentric with the axle. The axle must be used as the fiducial for concentricity. Finally, the core is smoothed with a file and then sanded for a close slip fit to the roller I.D (different for PVC and aluminum). |
 | 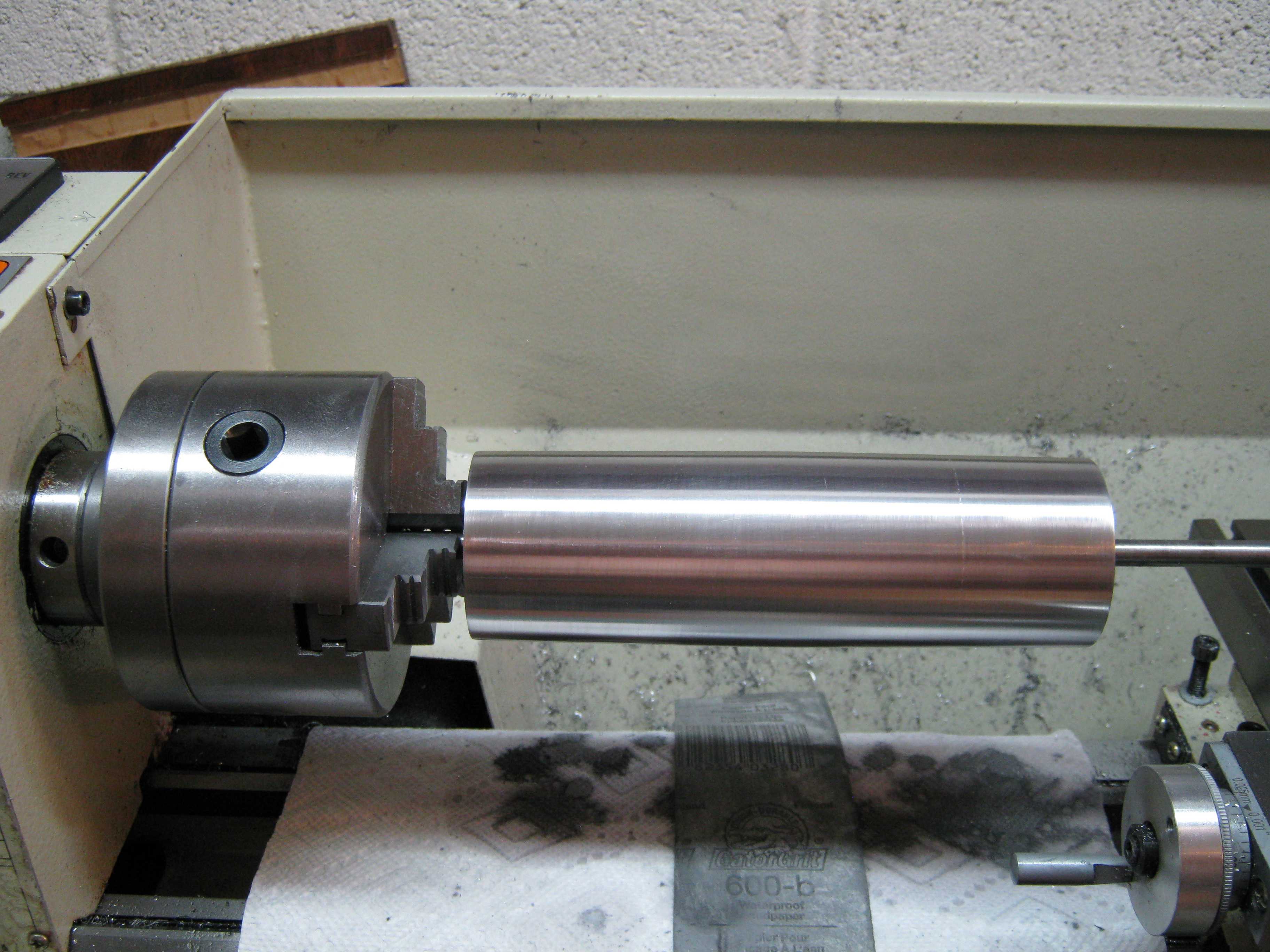 |
| These are one foot lengths of 2" PVC Schedule 80 and 2" Aluminum pipe. They will be cut slightly longer than needed with a bandsaw. After being epoxied to their respective cores (different diameters), they will be end-finished to the correct length in a lathe. Any slight eccentricity relative to the axle can be turned out, and then a taper will be cut on each end of the aluminum roller. | The finished aluminum roller. After cutting, the rough surface is gently filed down with a flat, coarse file. Then the surface is sanded with 200, 400, 600, 1000, and 1500 grit wet/dry sandpaper. Kerosene (lamp oil) was used as a lubricant. The paper towel protects the precision ways of the lathe from sanding grit. Both the PVC and the aluminum rollers cleaned up okay. Finally, the surface is cleaned with alcohol to remove any very fine aluminum particles. |
 |  |
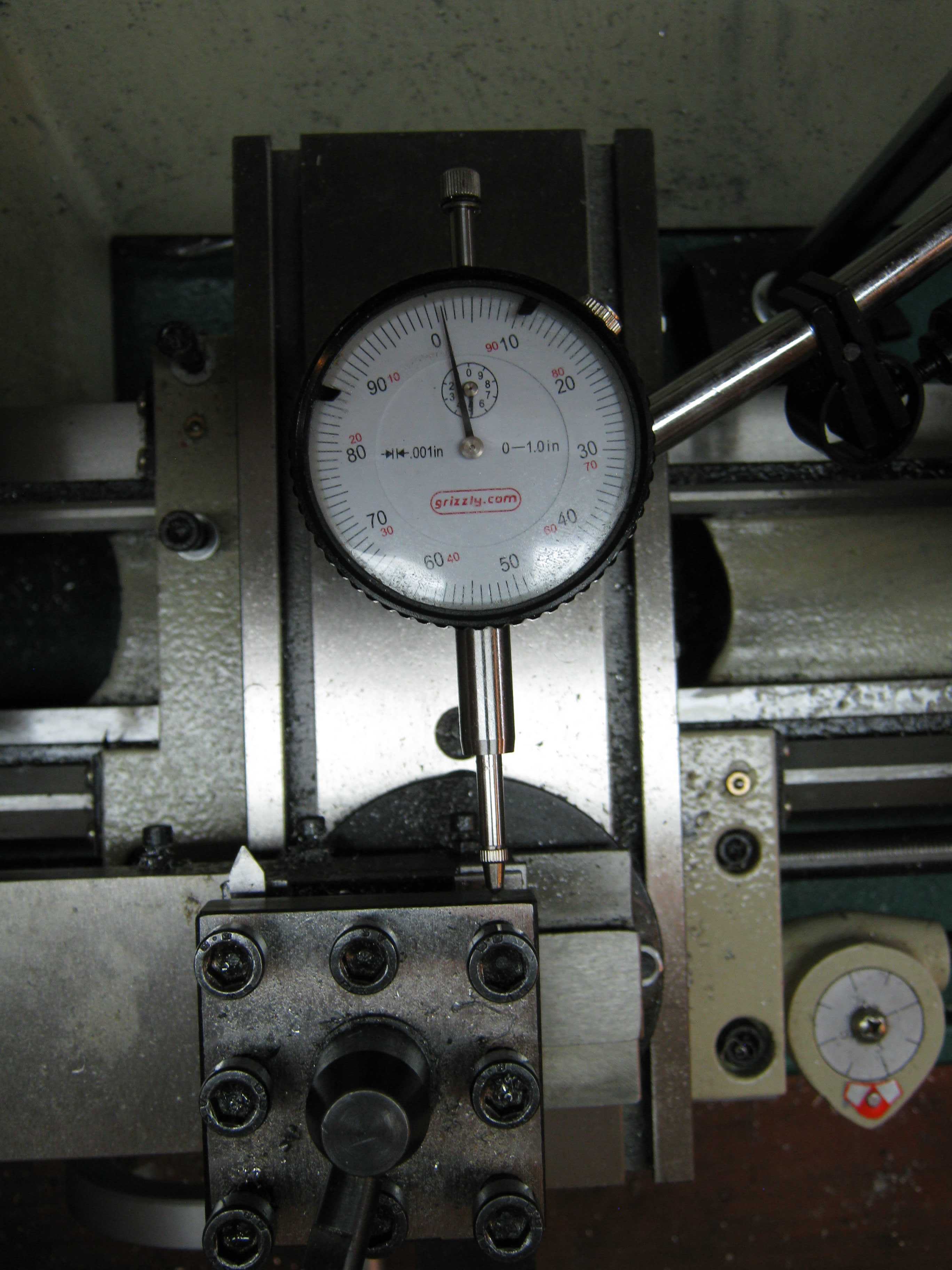
| Here the longitudinal profile of a roller is being checked. The indicator is zeroed at the center and then the carriage is moved to either end, showing a radial contraction of about 0.030" due to intentional slope. Tan-1(0.030/3.25) = 0.53 degrees. | At this point the axle diameter is checked against the bearing bore. The axle was always a few thousandths oversized. It was gently filed and sanded down to the correct diameter, for a very close slip fit with the bearing. |
 |
| This
is a test of Teflon tape wrap on the lower PVC roller. Teflon tape
would not adhere at all to the PVC. For "glue" I used uncured
polyurethane
foam dissolved in a small amount of acetone. A thin layer is smeared (use vinyl
gloves!) across the entire roller and then the roller is wrapped with
3/4" wide heavy duty Teflon tape.
The direction of the wrap is such that the torque will tend to tighten
the tape. The lathe is unplugged and is only used as a
convenient fixture. Teflon tape for gas piping (4 mil, yellow, less porous) was my preferred choice, but was not available in 3/4" width locally; see Zoro source . The Teflon coating should improve the current output by a factor of four. Unfortunately, tests showed only slight improvement in current output. See Provisional_25kV.html for details. |
Roller Crowning Crowning one of the rollers helps to keep the belt centered on both rollers. It is customary to crown only the driven (not driving) roller. Consequently, only the aluminum roller is crowned. Crowning BOTH rollers tends to cause belt tracking instability and makes belt tracking adjustments very difficult. Crowning is usually measured as an angle relative to the centerline. (This differs from tapering which compares two diameters separated by a distance.) Originally, only the outer 2 inches of the aluminum roller were to be crowned by about 2 degrees, with the center 2 inches remaining flat. The compound cross slide on the lathe had two inches of travel, and so angling the compound cross slide was preferred over moving the tail stock to generate the slope. This scheme worked okay for tracking, but had a disadvantage with wide, reinforced belts. Most of the belt tension concentrated in the center section, and left the outer sections of the belt somewhat limp. This was undesirable because this machine is designed to use both sprayed charging from an ignition coil AND triboelectric charging from belt "friction". The latter actually works by compressive contact and then separation of belt and roller surfaces (no slippage is necessary, or even desired). Surfaces not in contact will not generate a charge. Hence, a relatively flat roller profile with only a very subtle crown is preferred. (The two types of charging are designed to have the same polarity and work in unison.) Hence, I decided that a full "biconical crown" of 0.5 degrees, instead of a partial crown of 2 degrees at the outer ends, would be a better choice (and even this was flattened out somewhat later on). At this point I thought about moving the tailstock to generate the crown, because the compound cross slide only moved two inches, and I would need three for each half of the roller. But I previously had so much trouble adjusting the tail stock for longitudinal runout that I decided to continue using the coumpund cross slide method. The photos below show how to set it up. | ||
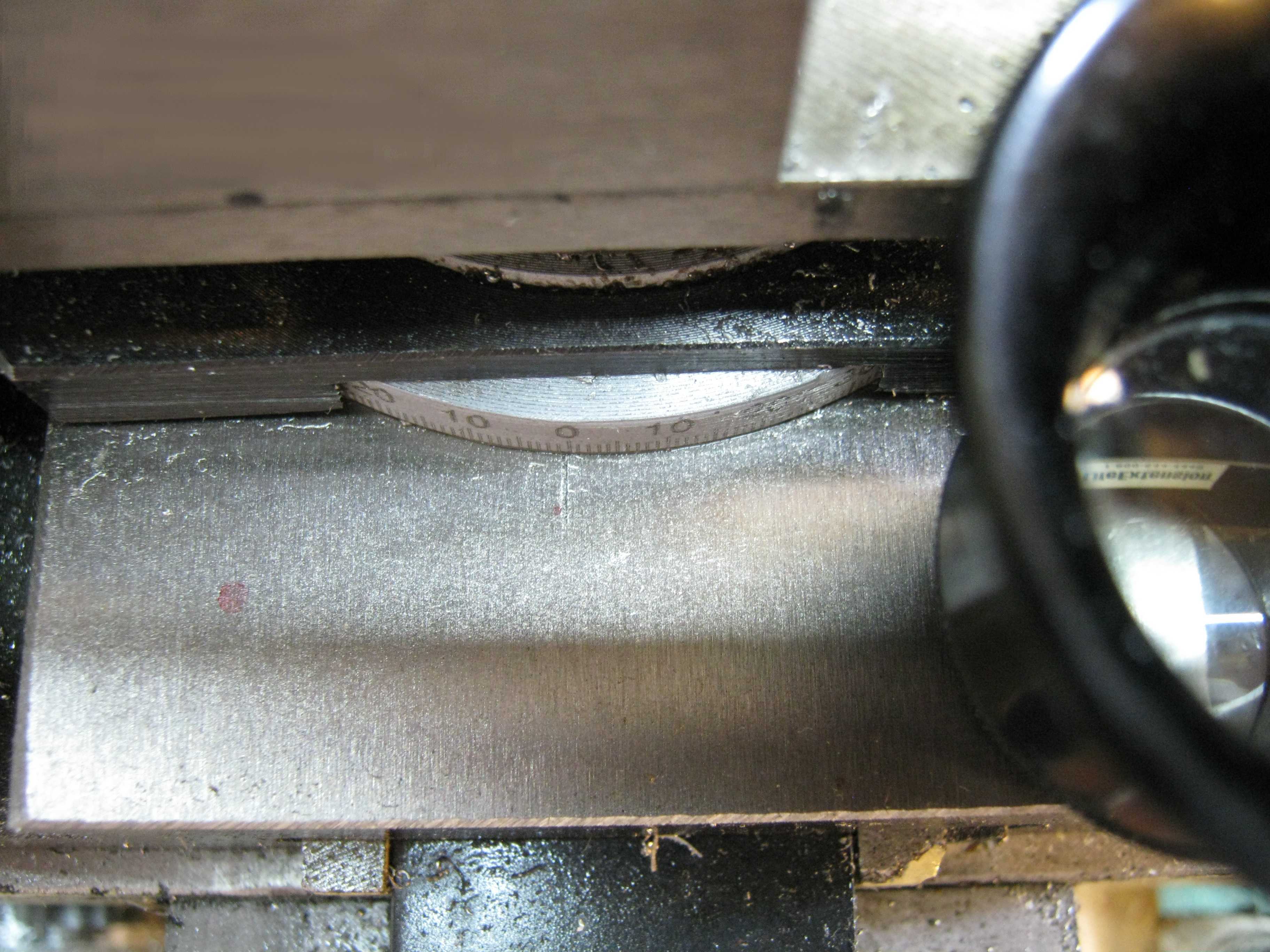 |  | |
| First, rotate the compound cross slide 90 degrees clockwise so that it will slide almost parallel to the lathe rails. Then turn it 0.5 degrees counter-clockwise so that the pointer indicates 0.5 degrees on the setting circle. (I had to use a jeweler's loupe, shown at right, to read the tiny scale) | Then check the setting to see if it does indeed offset the slide relative to the rails by 0.5 degrees. First, zero a dial indicator on a flat side of the tool post that is parallel to the rails. Crank the carriage right and left a little bit to check parallelity. Loosen the handle and adjust the angle on the post so that the dial indicator stays at zero when the carriage is cranked left and right for nearly a full 2 inches. This ensures that the flat on the tool post will move parallel to the rails. | |
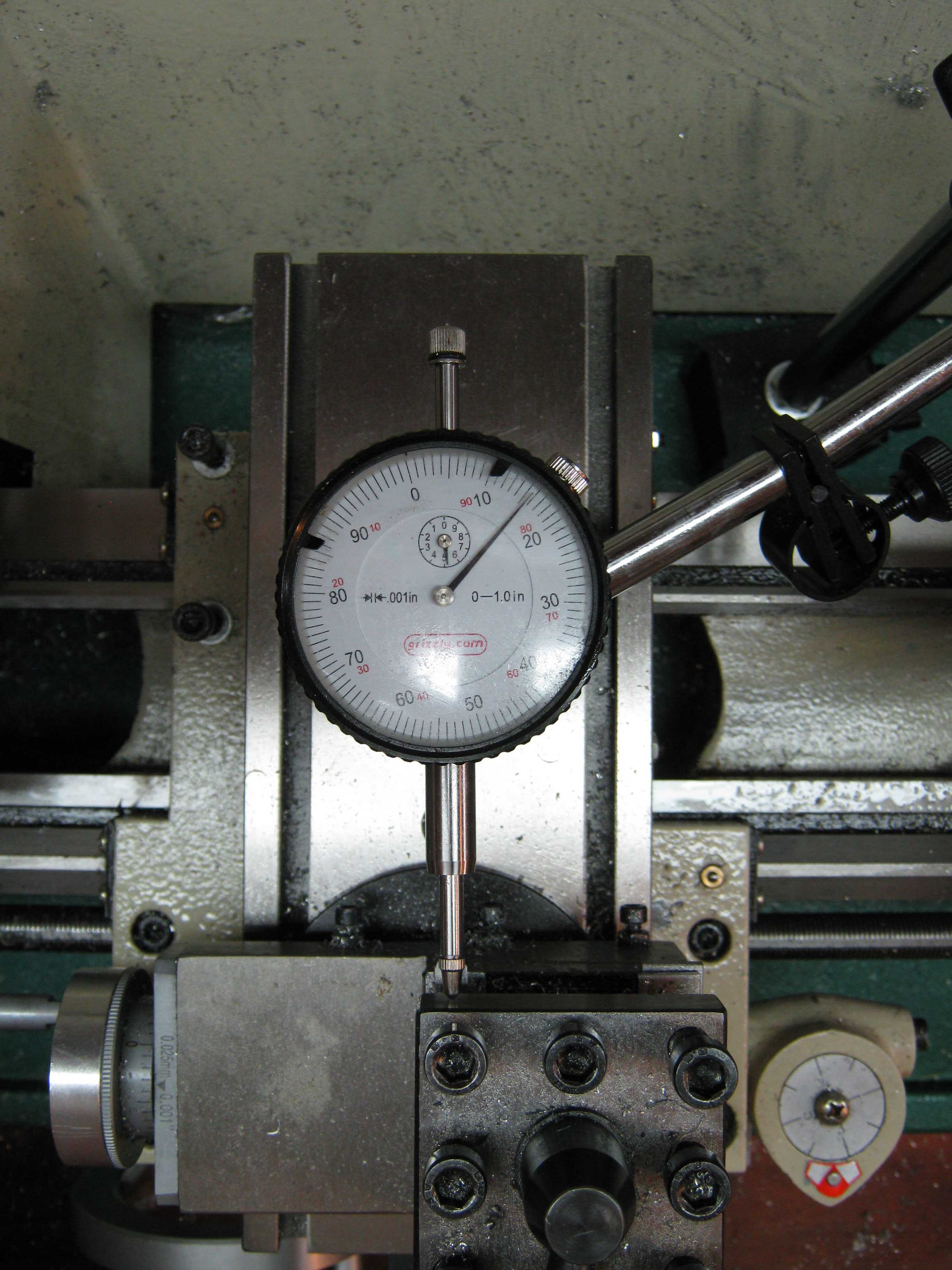 | ||
| Next , with the indicator set at the right end of the flat on the tool post, crank the compound cross slide handle (at the left) to move the slide rightward; as it moves, it will also move slightly inward, causing the dial plunger to move inward also. For a full two inches of travel the plunger should move 2*tan(0.5) or about 0.017 inches.This verifies that the 0.5 degree setting on the dial actually had about the correct effect. | ||
| Next,
the roller assembly is mounted in the lathe. A "slope" is cut on the
right most half of the roller by starting at the right edge, moving the cross feed inward to contact plus 0.002 inch, and then moving the cutting tool leftward with the compound cross slide handle (do not touch the cross feed
handle, nor the carriage handle while doing this). This will start
a very shallow slope into the roller; the cutting tool is moving
away from the work in addition to moving leftward, and so this initial
cut will be short. When contact is lost, reverse the motion to
retrace the cut. With the cutting tool again at the right most end,
again move the cross feed
inward to contact plus 0.002 inch. Repeat the above back-and-forth
operation with the compound cross slide until the cut spans the full two inches
of the travel on the outermost portion of the roller. Now back out the cutting tool with the cross feed, and move the carriage leftward so that the cutting tool is slightly to the right of where the cutting stopped. With the cutting tool in slight contact with the roller, repeat the above operation from this new starting point to continue extending the slope to the center of the roller. Finally, flip the roller end-for-end so you can cut the other side. Next time, I think I'll just move the tail stock. Next time I'll cut a slope only on the outer 2 inches. | ||