|
|
| Cut and dye a blank as per the drawing for this part.
Draw cross
hairs and then center-punch the location of the bearing hole.
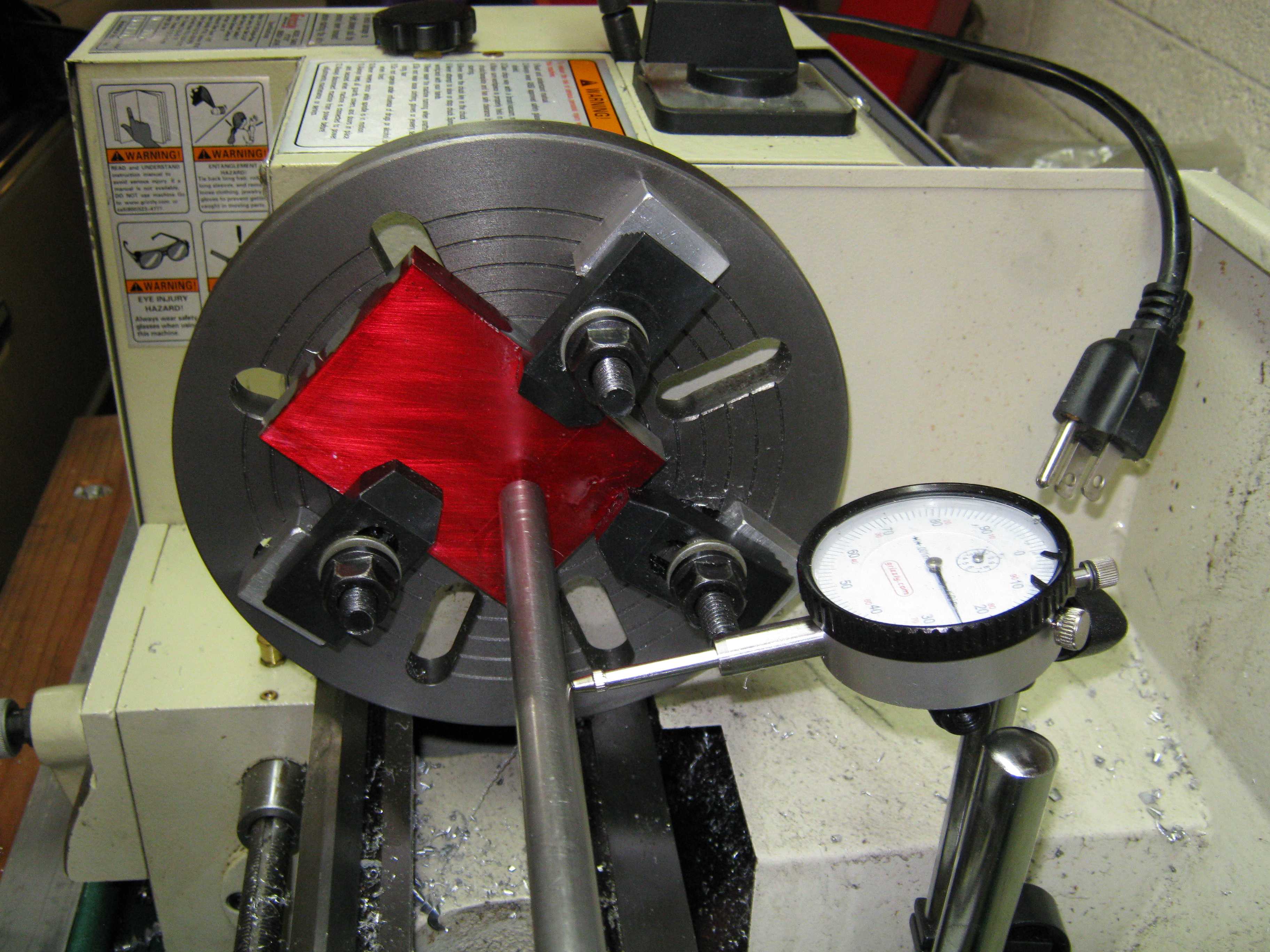
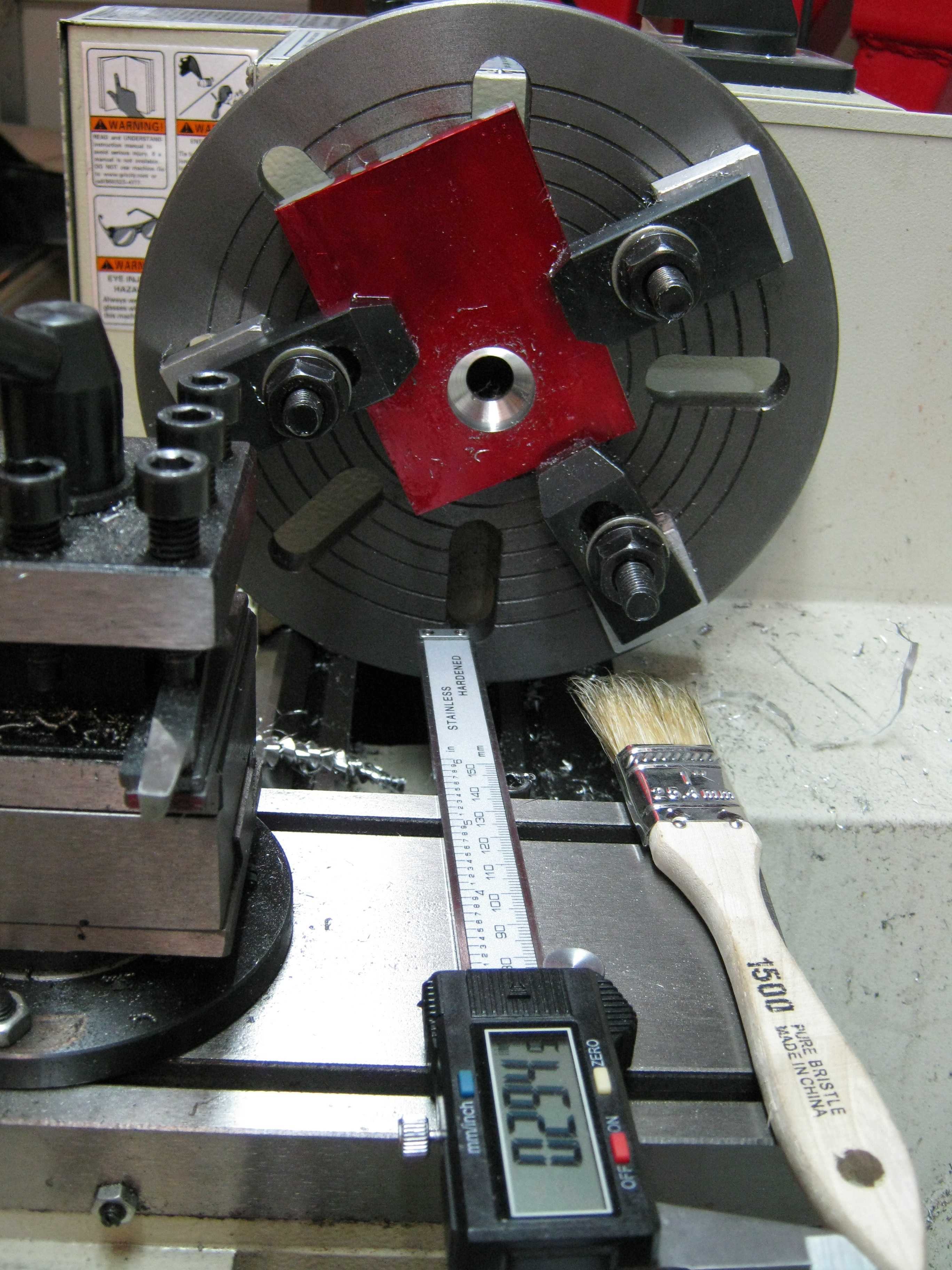
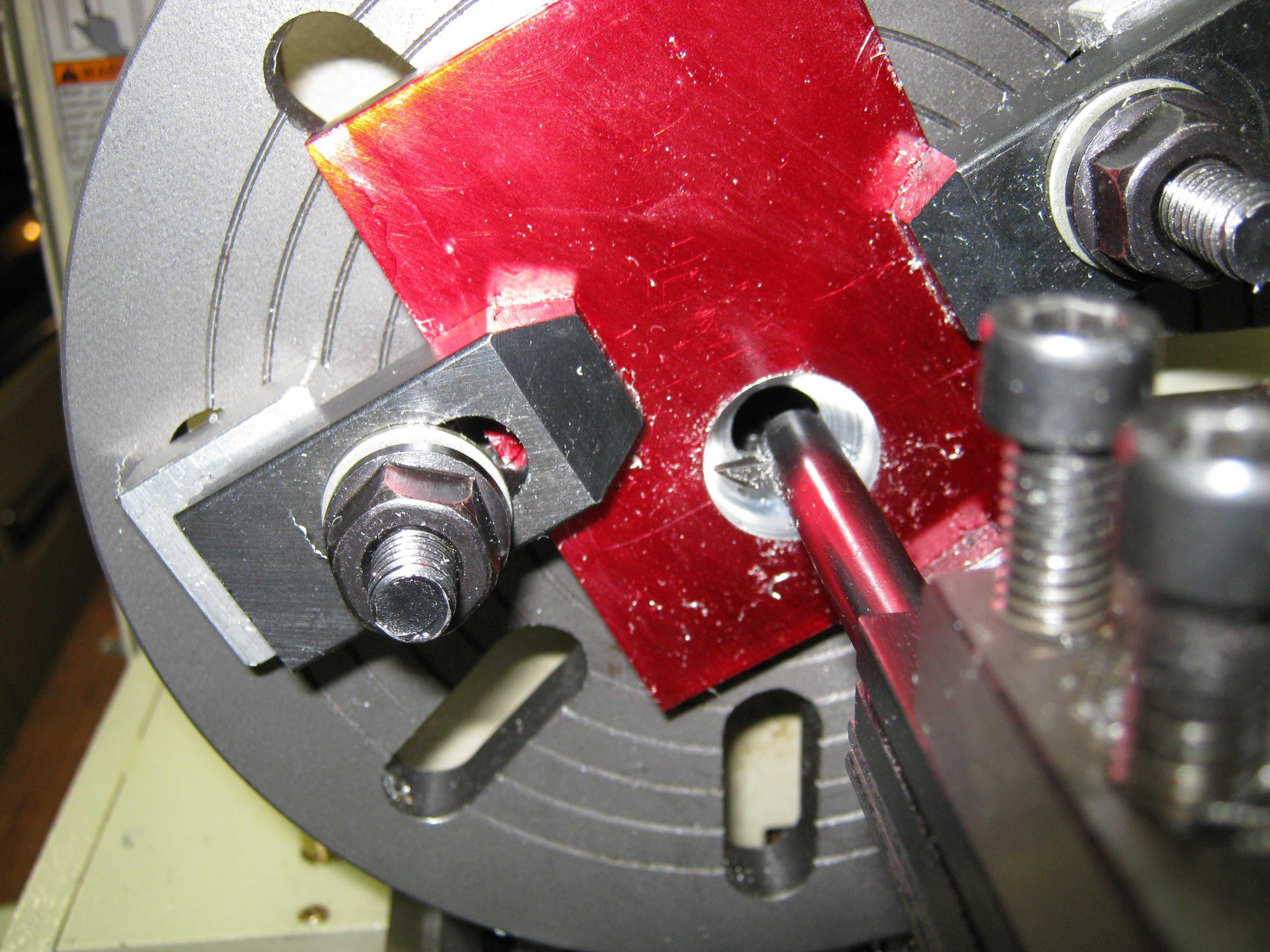
Mount the blank loosely on a lathe faceplate. Manually position the
center punch to engage a "pointer bar" (a pointed rod that is mounted
in a chuck on the tailstock). Set up a dial indicator as shown. As you
manually rotate the faceplate, the rod will wobble slightly.
Move
the blank to reduce the wobbling to less than a few thousandths of an
inch. Tighten the clamps and recheck the alignment. |
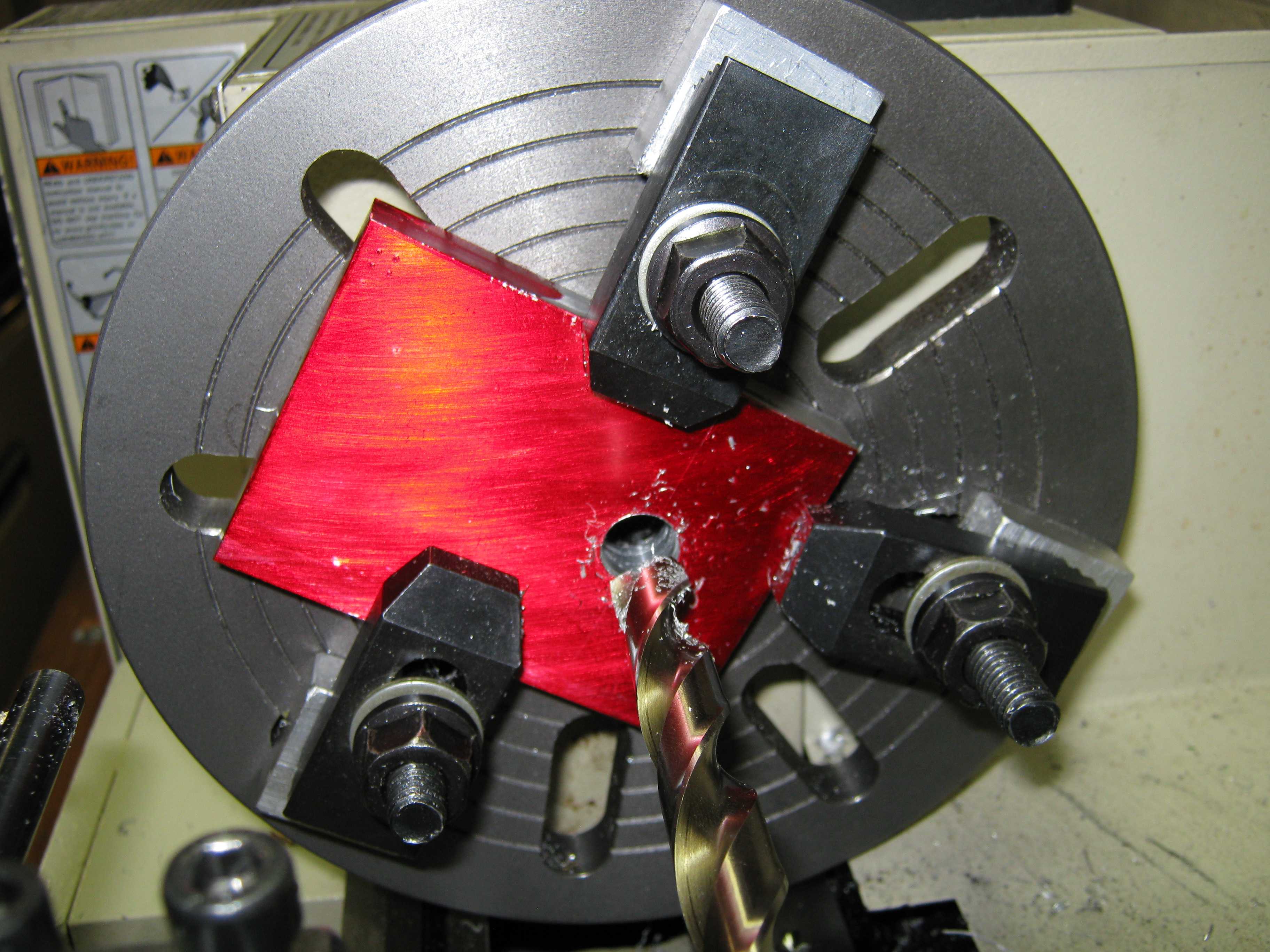
Mount a 1/2"drill in the chuck on the tailstock. Check for rotational clearances. Then bore (drill) the 1/2" hole all the way through. (Note this lathe has a hollow spindle shaft; normally the blank would be backed by a piece of wood.) |
 |
 |
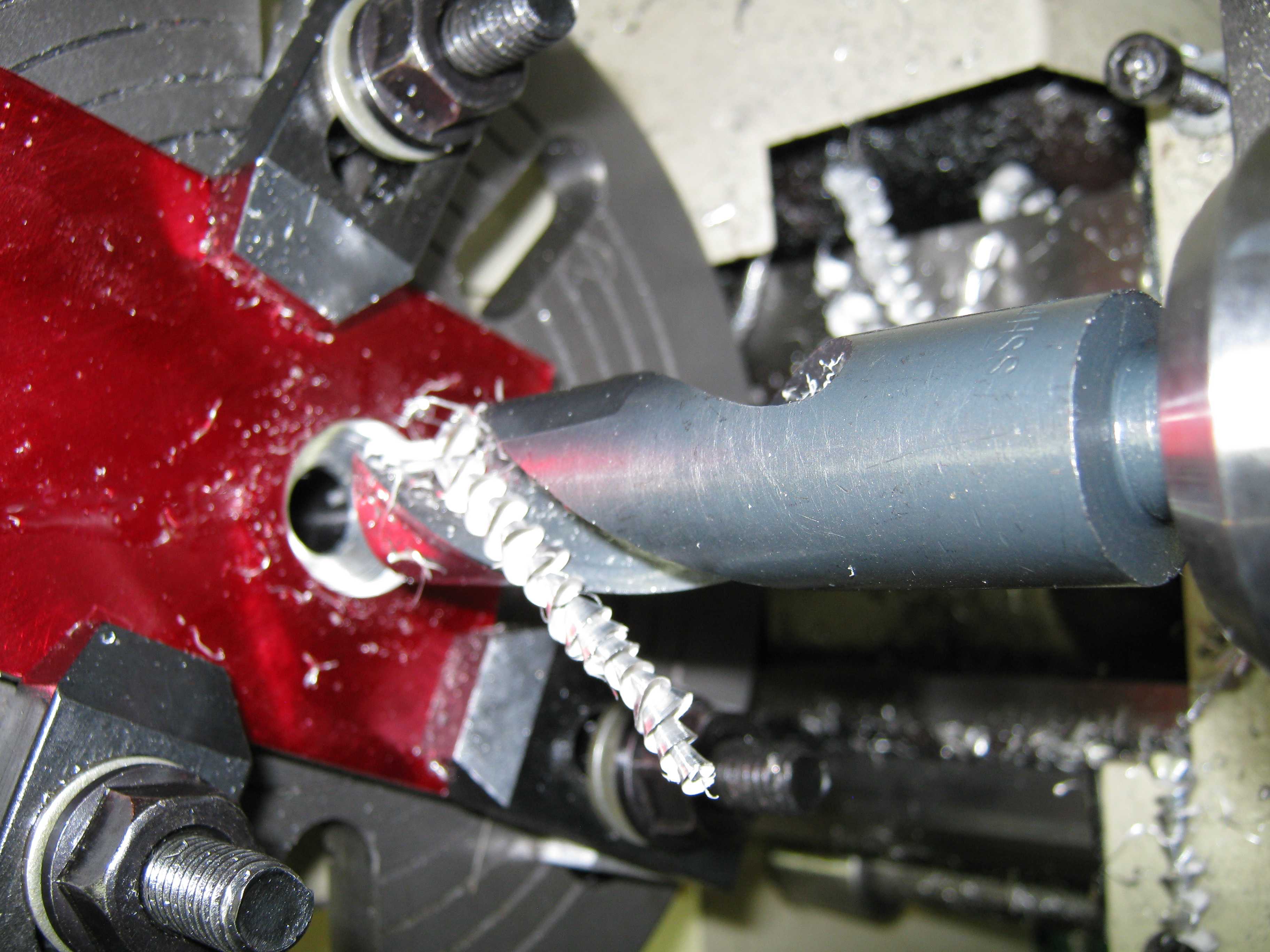
| Next, mount a 57/64"drill in the chuck on the
tailstock. Check for rotational clearances. Then partially bore the
hole. This two-step boring is used because a small lathe like this one cannot bore a large hole in one pass without stalling in the work. |
Bore until the hole is close to a depth of 0.290 as
measured at the rim. Monitor your progress visually. The inner taper is intentional. |
 |
 |
|
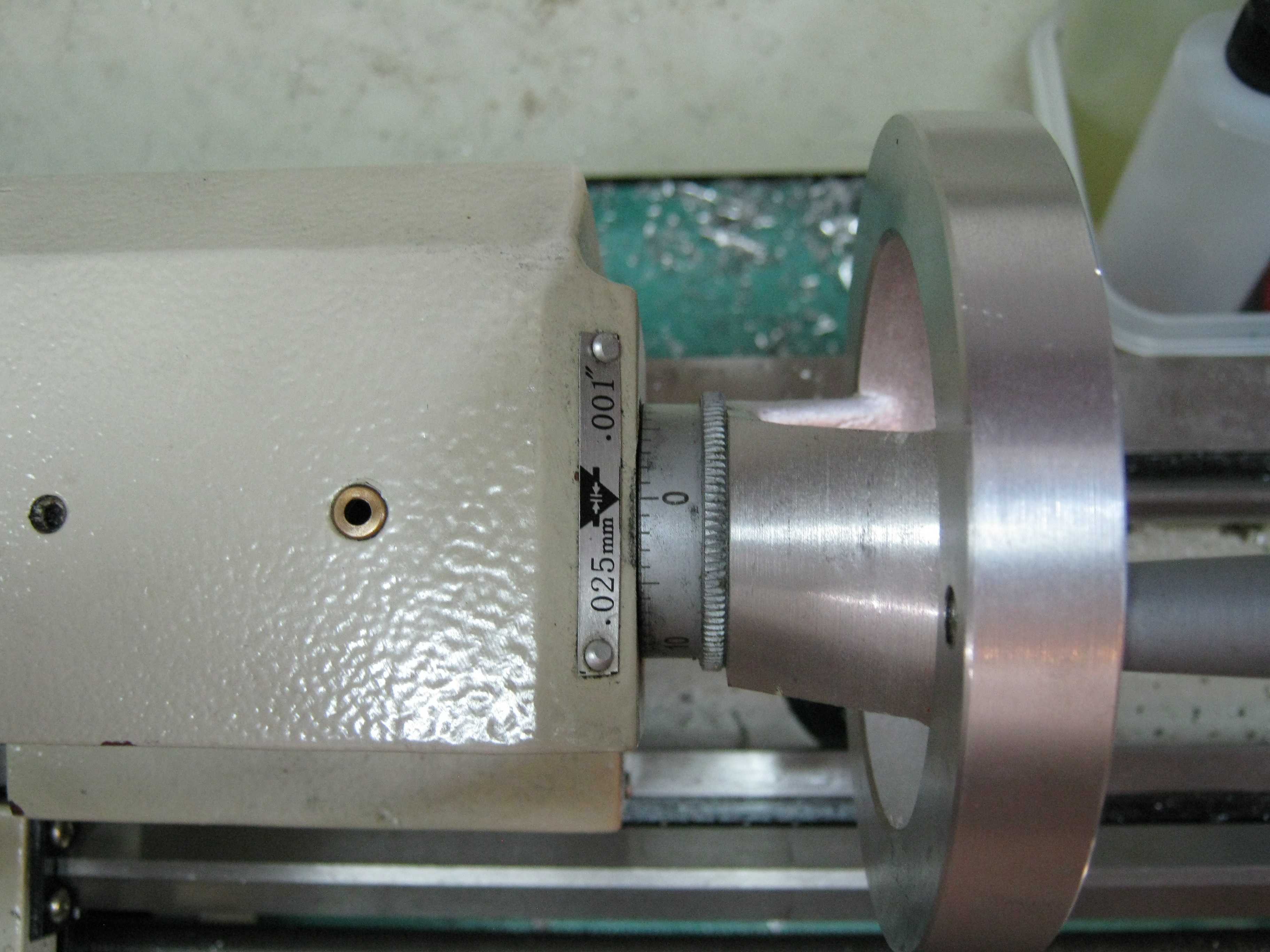
| Check the exact depth with a caliper. If it shows 0.270 , you need to go an additional 0.020 to get a depth of 0.290. | You can dial in the needed additional depth on the tailstock collar. |
 |
 |
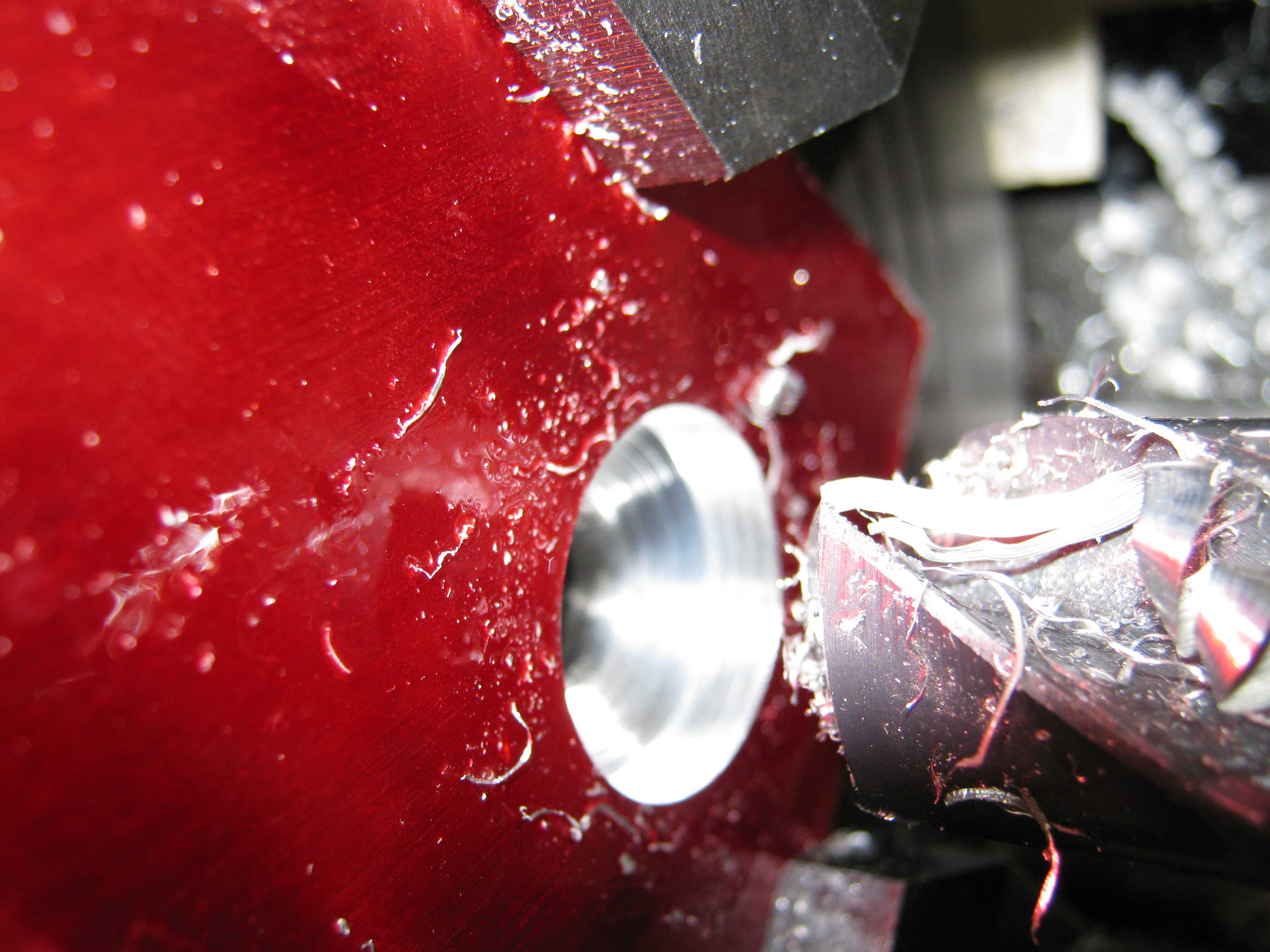
| The 57/64 (0.890) is just slightly too small for the
bearing. You need a diameter of about 0.905 or about an additional 0.015 off the diameter. Hence, dial in slightly less than half that amount on the cross feed. Due to lack of system rigidity, you should take about three passes at the same settting before you take your next measurement with calipers. |
The final hole should allow the bearing to slip into
the hole with
hardly any radial play. The bearing should be flush with the
surface. If you mess up on this step, you will proably have to scrap this part. |
 |
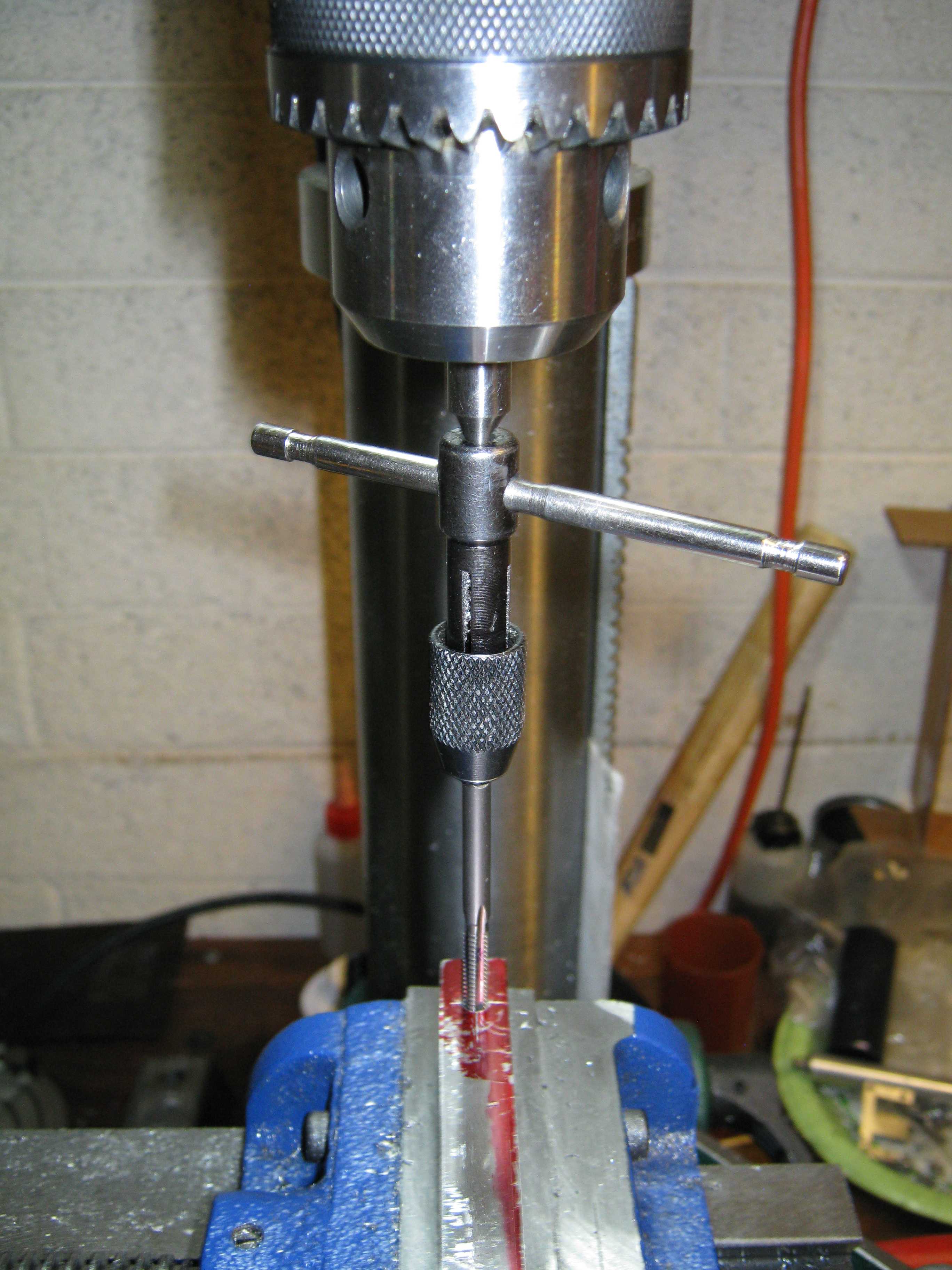 |
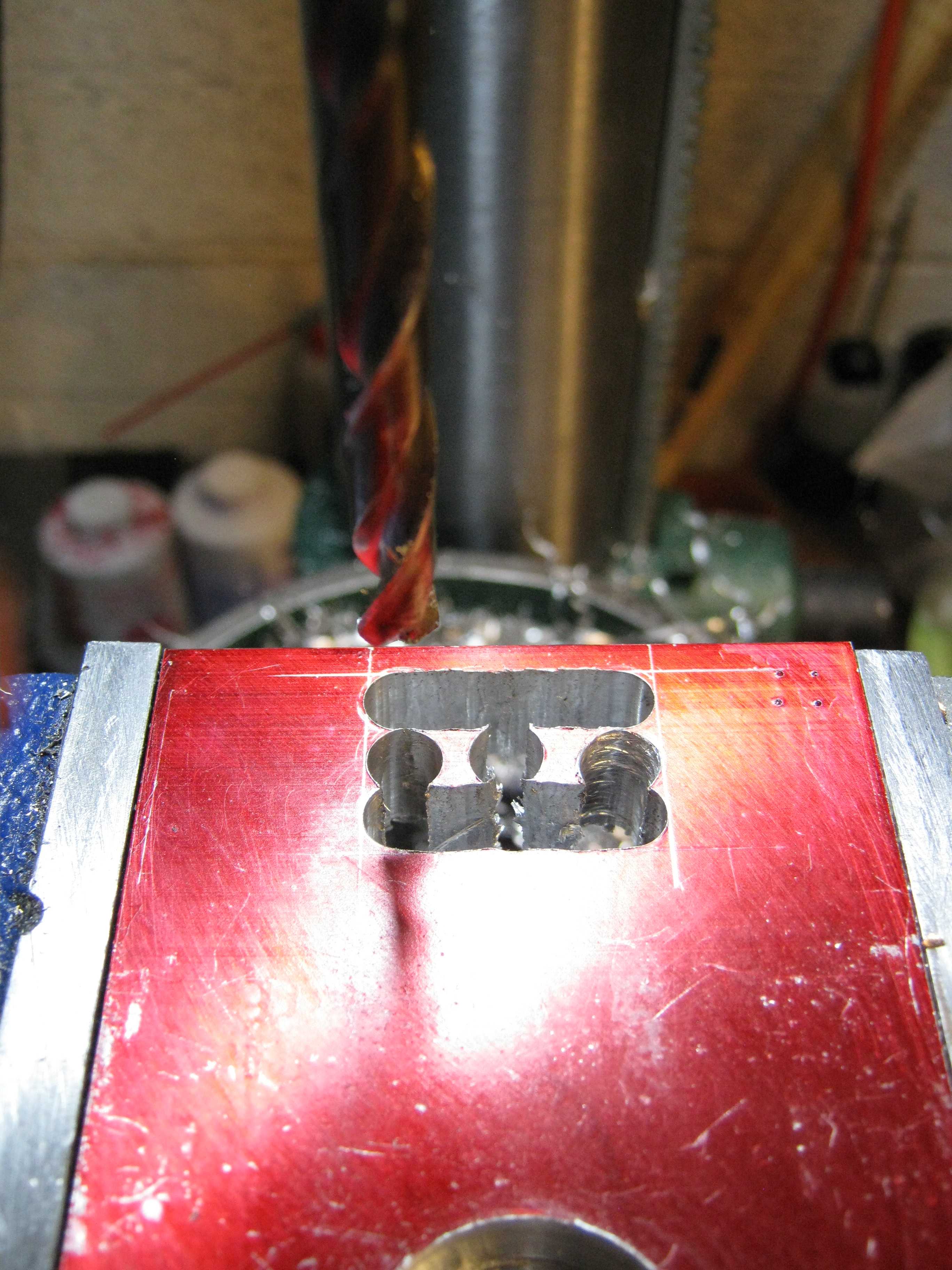
| Next, drill out the hole for the brush holder. Here milling has been emulated with a drill. | Next, drill
and hand-tap the TWO setscrew holes (10-24 x 3/4"). A drill press
(turned OFF) and a cross slide vise are used to get the correct
alignment for tapping. If you break a tap, the part might still be useable. |
 |
 |
|
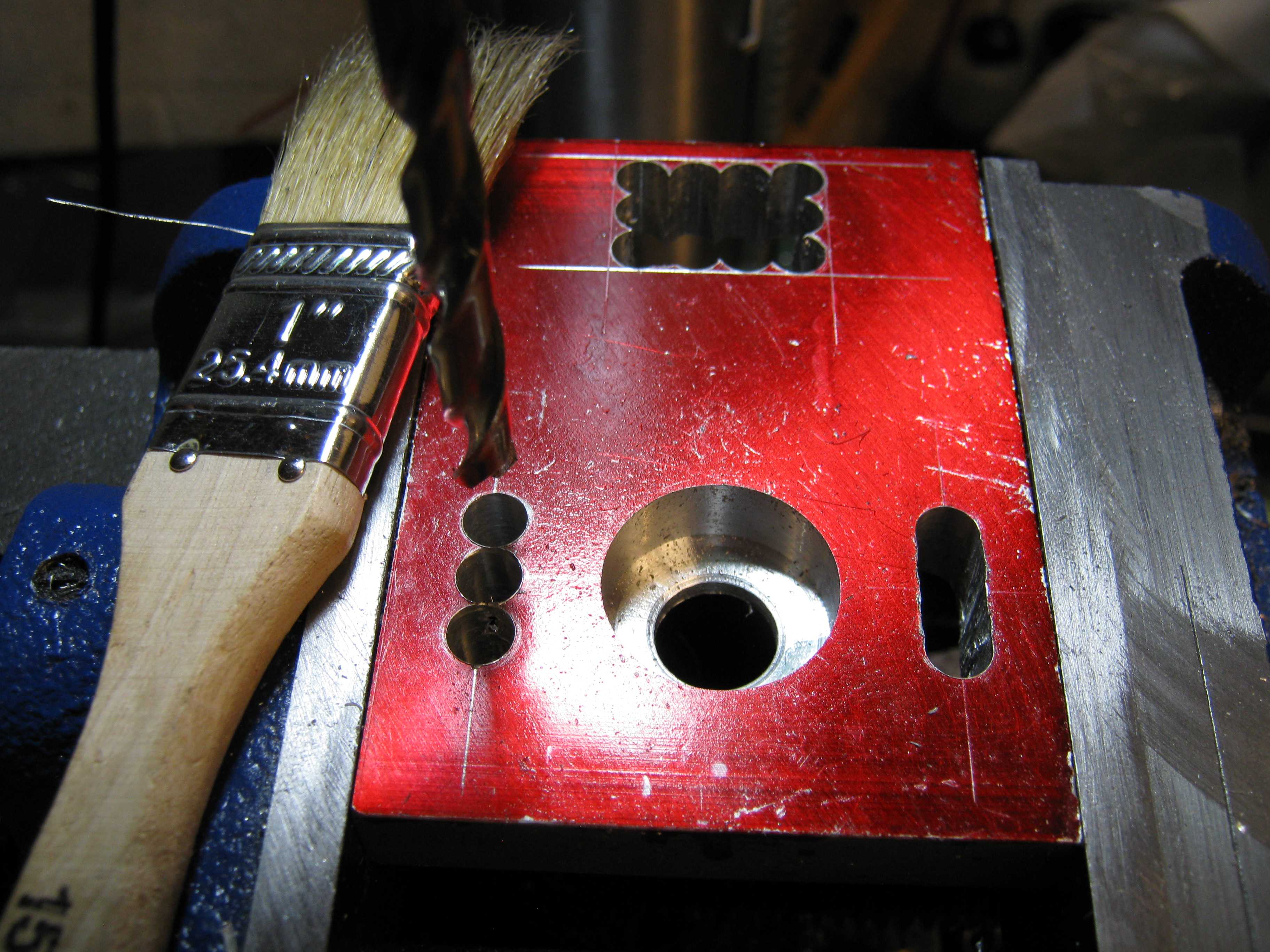
| After the riskier portions of the machining are done, the final two fastener slots can be drilled. The webs can be drilled out by positioning the drill point at the web center, and using a slow feed at first. | Here
is what the finished part will look like. (The ones for the
top
Terminal are identical except for the brush holder slot; see next photo) Afterthought: these parts locate the brushes at the bottom of the belt. A more logical position would be at the side where the belt separates from the pulley. |
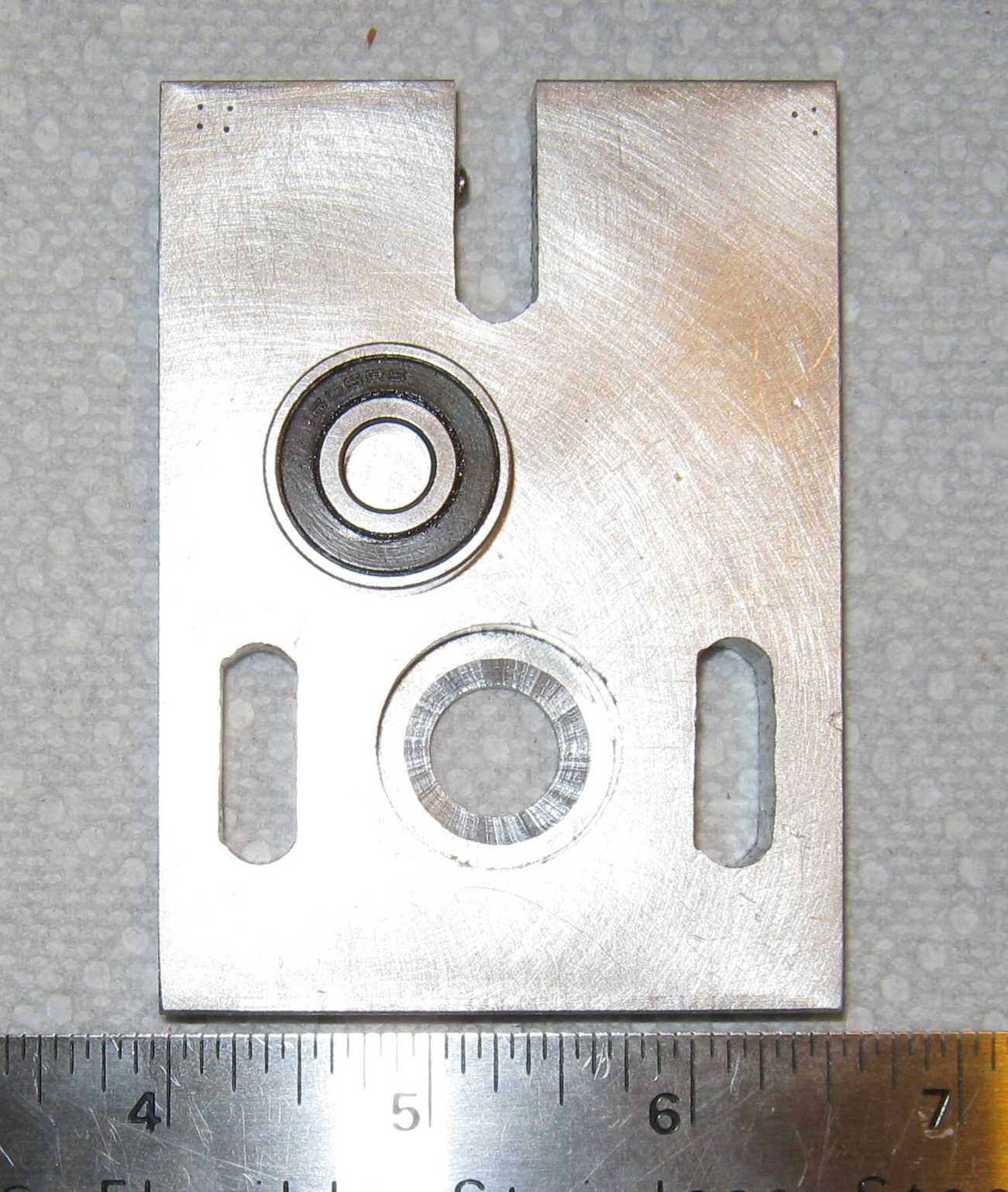 |
| Top terminal brush and bearing holder, with bearing sitting on the surface. |
 |
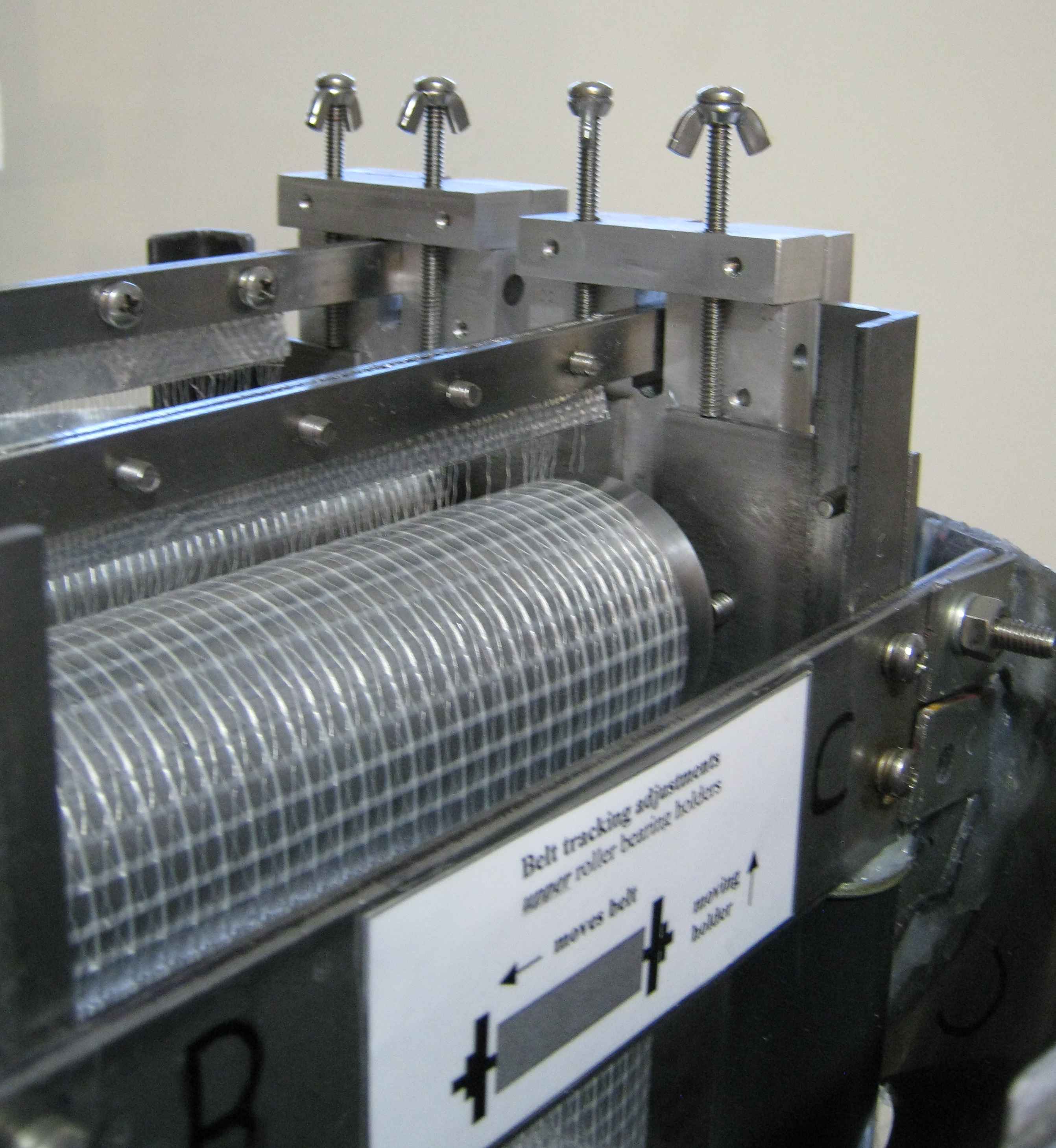 |
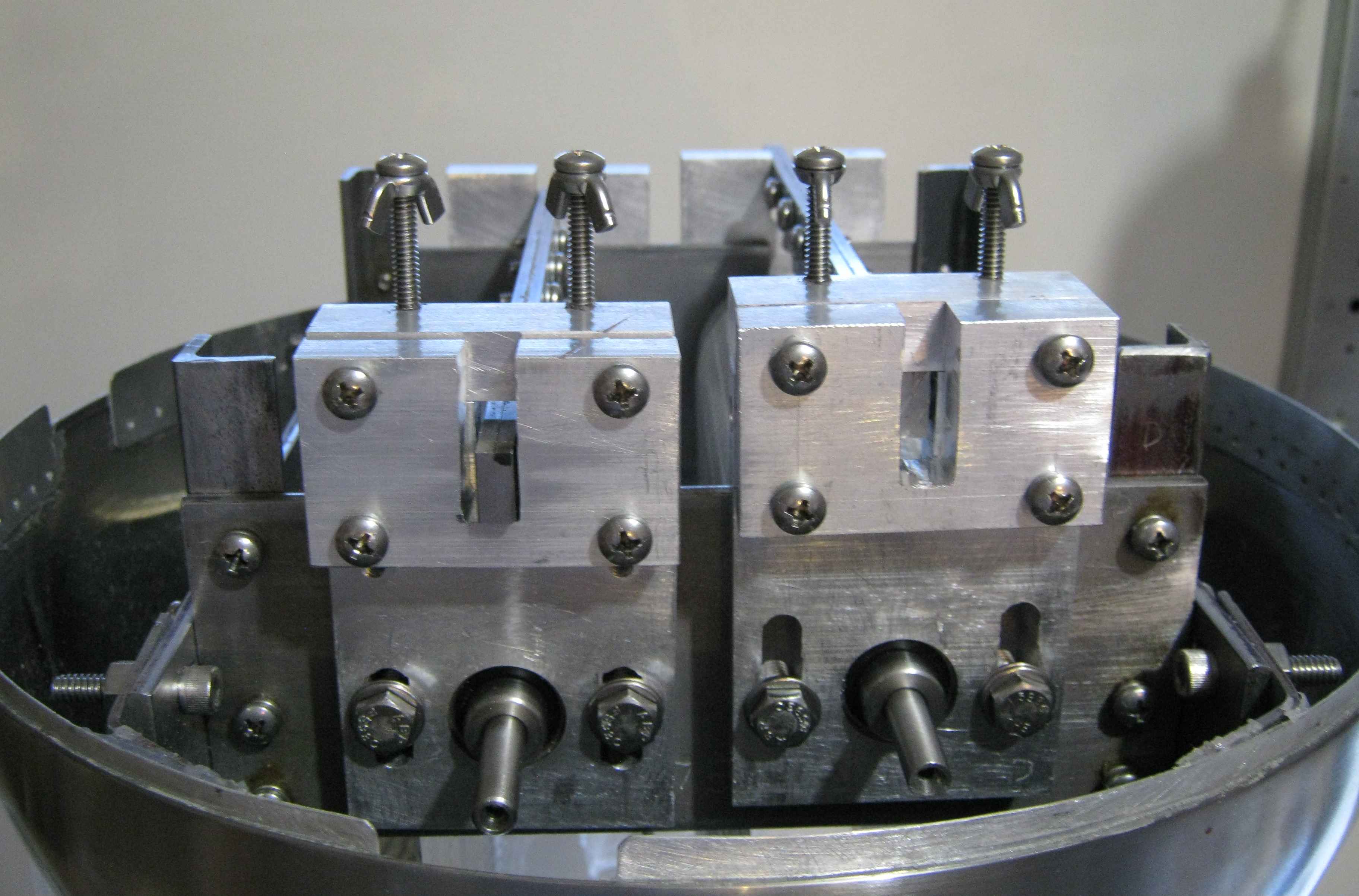
| Tracking
adjustments for wide, reinforced belts are more difficult than for
narrow, flexible belts. Here, fine adjustment yokes were
fabricated and bolted onto the upper bearing holders. Coarse
adjustments
are tested by spinning the belt and rollers manually. Afterwards, fine
adjustments can be made while the machine is running; both belt
tracking and current output can be observed dynamically. Current output is highest when there is full and forceful contact between belt and rollers. Belt tracking is best when a slight crown is added to the driven roller, but the crown tends to reduce contact force somewhat with reinforced belts. This requires a flatter crown and makes belt tracking adjustment a bit more difficult. The yokes significantly improve the ease of fine adjustment. |
The adjusting
screws (shown with up-side-down wing nuts) press down on the
roller frame and pull the bearing holder upward (the bearing holder
mounting screws are loosened slightly). Upward movement of the roller
at this end will cause the belt to drift leftward. Once the tracking is
satisfactory, the bearing holder mounting screws are
retightened. After adjustment, the belt should be checked for adequate tension. Floppy belts will not produce optimal current output. |
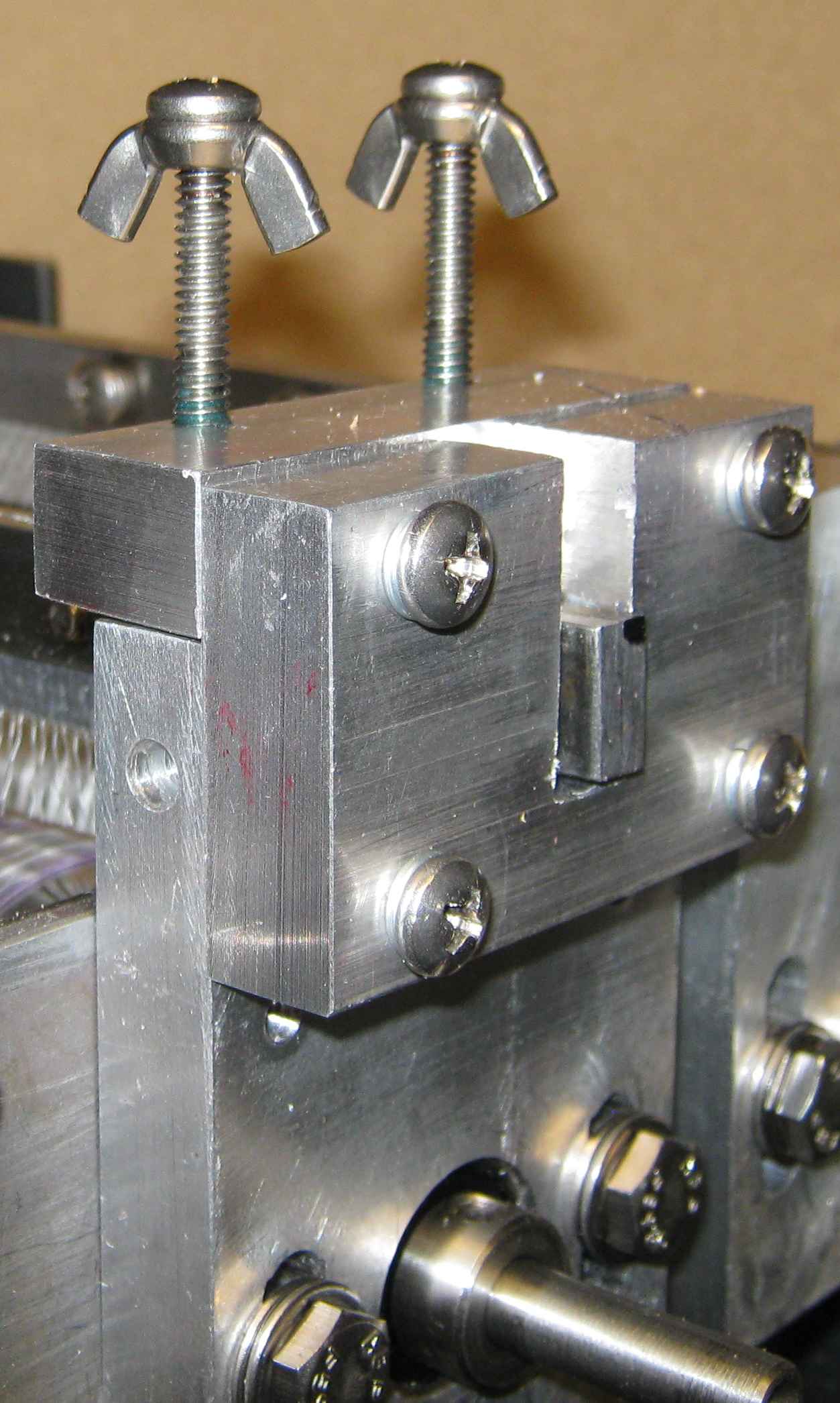 |
| A close-up view of a fine adjustment yoke. |