

|
|
| Here the holes in the upright angle iron are being "transferred" to the angle iron used on the wood base. The large bored out washers give an even footing to the PVC columns. | The lower ends of the PVC pipe are plugged with a solid cylinder (3") of polyethylene or nylon. The dielectric grease fills in any gaps. |
 This is the basic skeleton or frame of the van de Graaff. Despite the lack of diagonal bracing, the frame is still fairly stiff. Note the open slots for the bearing plates; this facilitates removal of the rollers for belt changes. This open configuration is used for initial testing of belts and rollers. |
 This is a test of the upper hemisphere mounts. The belt opening must be as wide as a projection of the roller profile plus twice the thickness of the belt on the outside of each roller. Twice the thickness is used so that the belt splice can pass through without touching the edge of the hemisphere. In practice an additional buffer zone is added. |
| After the machine was built and
tested,
some corona problems became apparent which seemed to be limiting
the current output to about 100 microamps. Consequently, four
equipotential corona rings, spaced about 6" apart, were added to the
column. |
 |  |
| The rings were constructed from Liquid-Tight Flexible non-metalic
conduit type 8, 3/4" (ID) Each
piece of conduit was about 40.5" long and had a 16 degree oriented
bevel cut on
each end. The ends were butted together with the aid of
3/4" OD vinyl tubing as an internal alignment guide and the joint
(after mounting on the column) was covered with tape. The tube guide
required an extra 4 layers of electrical tape to increase the diameter
to take out the play. Cutting the beveled ends can be a bit tricky. Allow yourself some extra length so you can cut off your mistakes. The oriented bevels must be cut in a plane perpendicular to the corona ring plane. | The rings were made semi-conductive with two coats of MG
Chemicals 838 Total Ground Carbon Conductive Coating aerosol spray. |
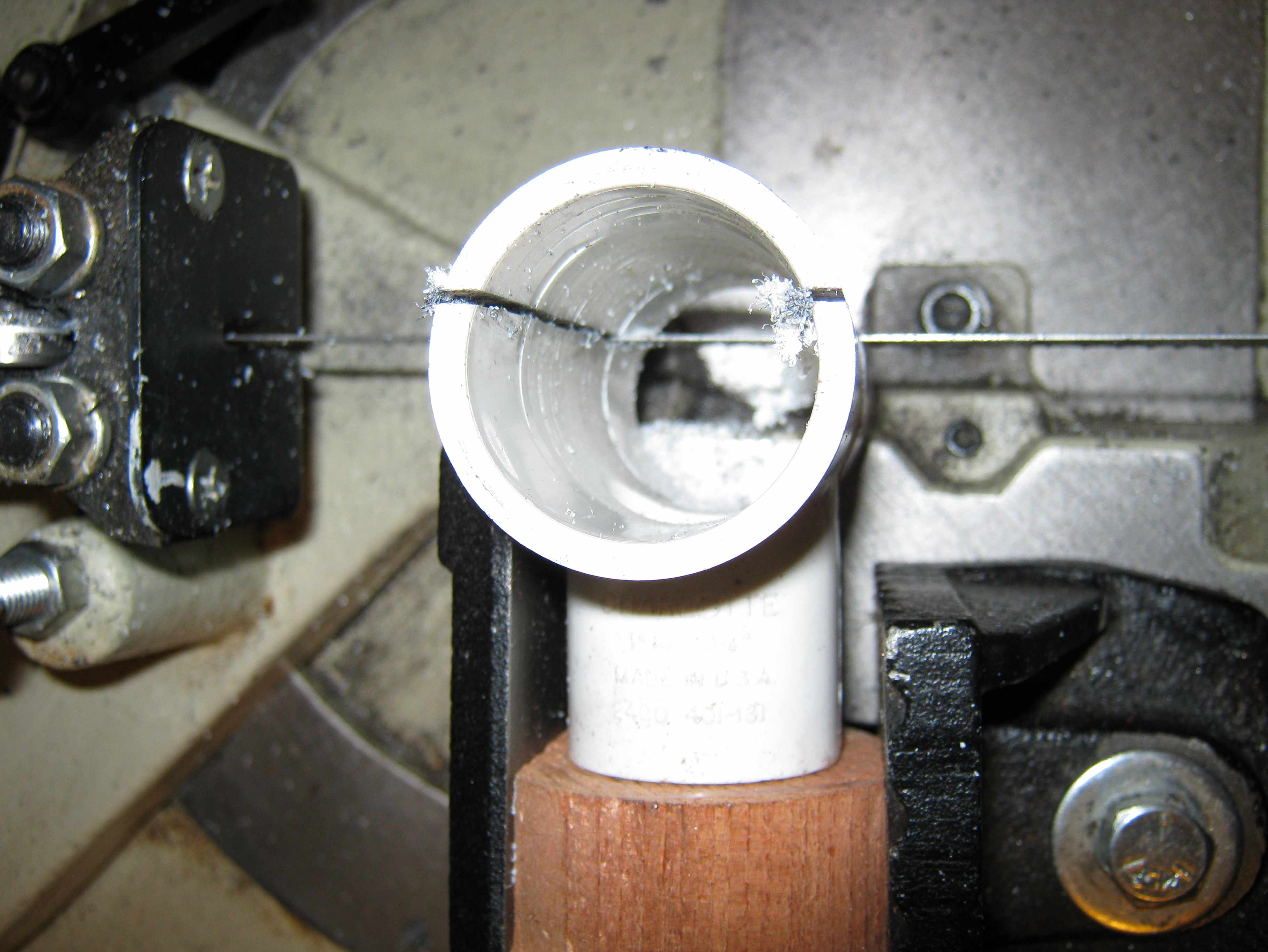
 The PVC tee (schedule 40 (slip) 1" x 1" x 3/4") has an internal ridge which should be bored out to make the internal surface flush with the column tubes. | 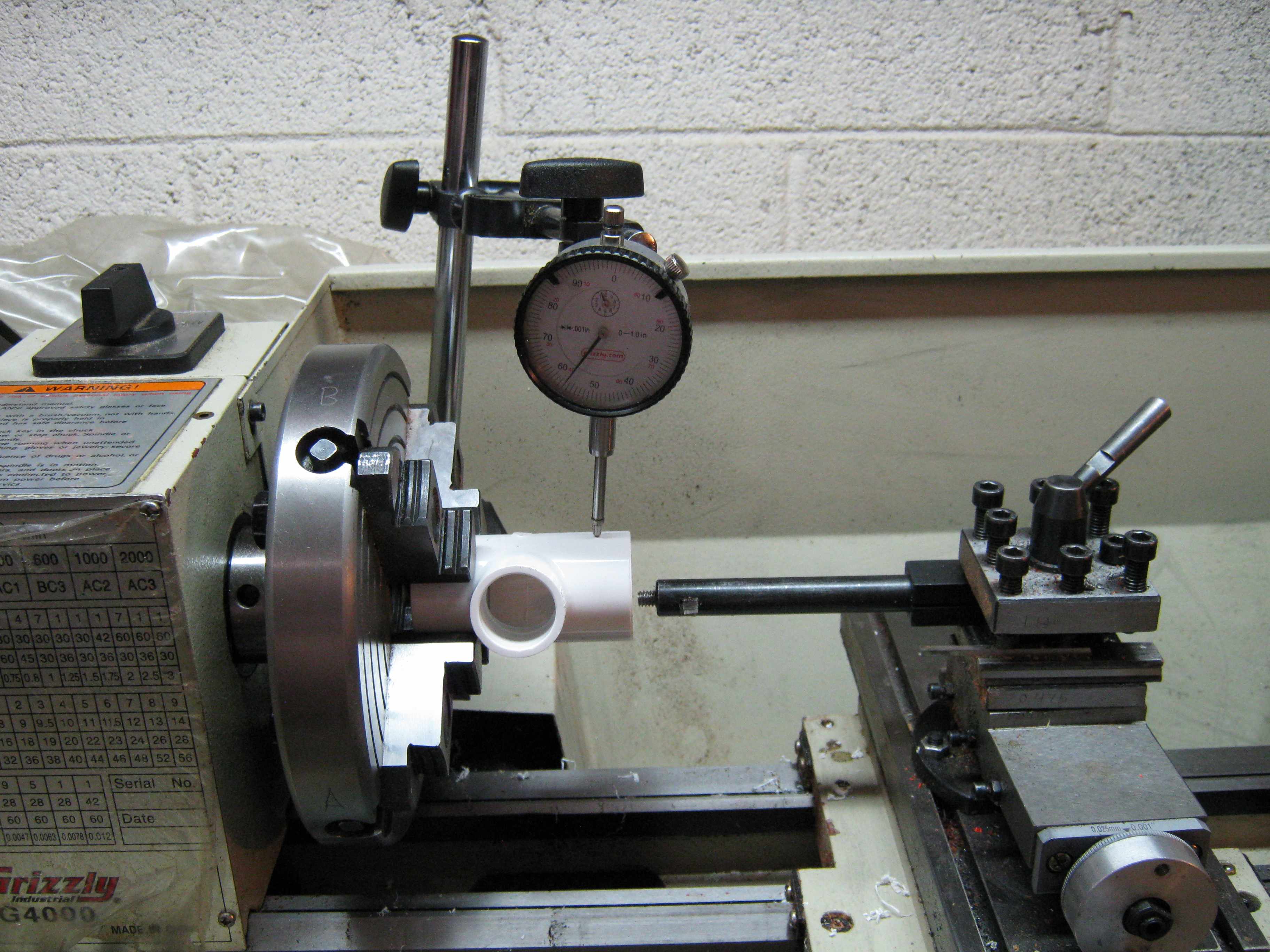 Clamp the 1" side of the tee in a 4-jaw chuck and then "dial it in" so that it is centered. Then bore out the ridge. |
 The 4 sets of ring mounts were made from 8 PVC tees 1" x 1" x 3/4", schedule 40 (white). Each tee made two mounts. The longitudinal cuts were off-axis so that they snap onto the column supports on the van de Graaff. The supports can be further secured with double-sided tape if necessary. This shows how the original tee is cut. The piece in the center is scrap (note the lack of a ridge). The two pieces on the right make two separate corona ring supports. |
 | |
| For
the longitudinal cut, the tee was pushed onto a wood block that had a
tight-fitting round post (about 1.042" OD) to hold the tee.
The cut is made on the 1" pipe and is slightly beyond center
(about 1.125" from the outer wall for a 1.625" OD stub) so that the cut segment will have
snap action when pressed onto the coulumn supports. | The transverse cut is made across the 3/4" stub and required a more complex fixture to hold it securely. |
The fixture for the transverse cut is made by out of a 4" x 4" redwood block by drilling two perpendicular intersecting holes with a wood drill and drill press. Each hole is then cut in half to make two curved surfaces to hold the two curved surfaces of the tee. A metal strap is added to hold a presser foot to keep the tee in place. Silicone sealant is used to fill any gaps from oversized drilling (grease the tee first, or you will never get it back out after the sealant sets). | This is the completed fixture loaded with the longitudinal slice and ready to be placed in the band saw (shown above). |
 Conpleted (unshielded) generator with corona control rings |